PIPELINER
Optimum performance on vertical down hot, fill and cap passes on standard
characteristics and superior feedability.
•Manufactured to actual lot control. Actual certificates of conformance are available upon request.
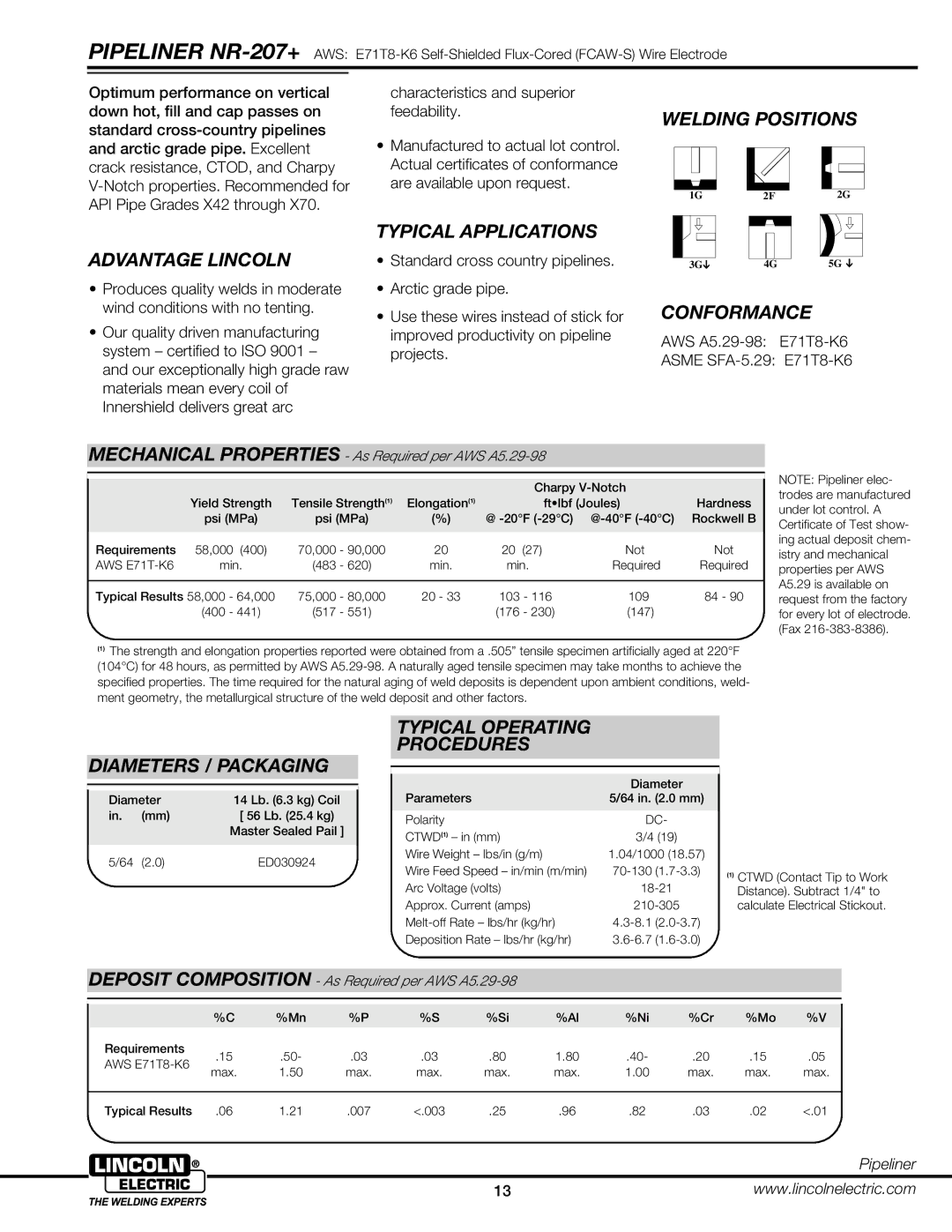
WELDING POSITIONS
1G | 2F | 2G |
ADVANTAGE LINCOLN
•Produces quality welds in moderate wind conditions with no tenting.
•Our quality driven manufacturing system – certified to ISO 9001 – and our exceptionally high grade raw materials mean every coil of Innershield delivers great arc
TYPICAL APPLICATIONS
•Standard cross country pipelines.
•Arctic grade pipe.
•Use these wires instead of stick for improved productivity on pipeline projects.
3G➔ | 4G | 5G | ➔ |
CONFORMANCE
AWS A5.29-98: E71T8-K6
ASME SFA-5.29: E71T8-K6
MECHANICAL PROPERTIES - As Required per AWS A5.29-98
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Charpy |
|
| |
| Yield Strength | Tensile Strength(1) | Elongation(1) | ft•lbf (Joules) |
| Hardness | ||||
| psi (MPa) | psi (MPa) | (%) | @ | Rockwell B | |||||
|
|
|
|
|
|
|
|
|
| |
Requirements | 58,000 | (400) | 70,000 | - 90,000 | 20 | 20 (27) | Not . |
| Not | |
AWS | min. | (483 | - 620) | min. | min. | Required |
| Required | ||
|
|
|
|
|
|
|
|
|
| |
Typical Results 58,000 | - | 64,000 | 75,000 | - 80,000 | 20 - 33 | 103 - 116 | 109 | . | 84 - 90 | |
| (400 | - | 441) | (517 | - 551) |
| (176 - 230) | (147) .. |
| |
(1)The strength and elongation properties reported were obtained from a .505” tensile specimen artificially aged at 220°F (104°C) for 48 hours, as permitted by AWS
NOTE: Pipeliner elec- trodes are manufactured under lot control. A Certificate of Test show- ing actual deposit chem- istry and mechanical properties per AWS A5.29 is available on request from the factory for every lot of electrode. (Fax
DIAMETERS / PACKAGING
|
|
|
|
|
|
|
|
|
Diameter | 14 Lb. (6.3 kg) Coil | |
in. | (mm) | [ 56 Lb. (25.4 kg) |
|
| Master Sealed Pail ] |
|
|
|
5/64 | (2.0) | ED030924 |
TYPICAL OPERATING
PROCEDURES
|
|
|
|
| Diameter |
Parameters | 5/64 in. (2.0 mm) |
|
|
Polarity | DC- |
CTWD(1) – in (mm) | 3/4 (19) |
Wire Weight – lbs/in (g/m) | 1.04/1000 (18.57) |
Wire Feed Speed – in/min (m/min) | |
Arc Voltage (volts) | |
Approx. Current (amps) | |
Deposition Rate – lbs/hr (kg/hr) |
(1)CTWD (Contact Tip to Work Distance). Subtract 1/4" to calculate Electrical Stickout.
DEPOSIT COMPOSITION - As Required per AWS A5.29-98
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| %C | %Mn | %P | %S | %Si | %Al | %Ni | %Cr | %Mo | %V |
|
| Requirements | .15 | .50- | .03 | .03 | .80 | 1.80 | .40- | .20 | .15 | .05 |
|
| AWS |
| ||||||||||
| max. | 1.50 | max. | max. | max. | max. | 1.00 | max. | max. | max. |
| |
|
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
|
| |
| Typical Results .06 | 1.21 | .007 | <.003 | .25 | .96 | .82 | .03 | .02 | <.01 |
| |
Pipeliner
13 | www.lincolnelectric.com |