| LEARNING TO WELD |
| |
|
|
|
|
The “arc stream” is seen in the middle of the picture. This is the electric arc created by the electric current flowing through the space between the end of the wire electrode and the base metal. The temperature of this arc is about 6000°F, which is more than enough to melt metal. The arc is very bright, as well as hot, and cannot be looked at with the naked eye without risking painful injury . The very dark lens, specifically designed for arc welding must be used with the hand or face shield whenever viewing the arc.
The arc melts the base metal and actually digs into it much as water through a nozzle on a garden hose digs into the earth. The molten metal forms a molten pool or crater and tends to flow away from the arc. As it moves away from the arc, it cools and solidifies.
The function of the Innershield cored wire electrode is much more than simply to carry current to the arc. The wire core is composed of fluxes and/or alloying ingre- dients around which a steel sheath has been formed. It is simply a stick electrode turned inside out in a con- tinuous wire form.
The cored wire melts in the arc and tiny droplets of molten metal shoot across the arc into the molten pool. The wire sheath provides additional filler metal for the joint to fill the groove or gap between the two pieces of base metal.
The core materials also melt or burn in the arc and perform several functions. They make the arc stead- ier, provide a shield of
After running a weld bead, the slag may be removed with a chipping hammer and wire brush . This improves appearance and allows for inspection of the finished weld.
Since machine size and output characteristics limit the size and type of wire electrode which can be used, Lincoln 0.035" (0.9mm)
THE GMAW (MIG) WELDING ARC
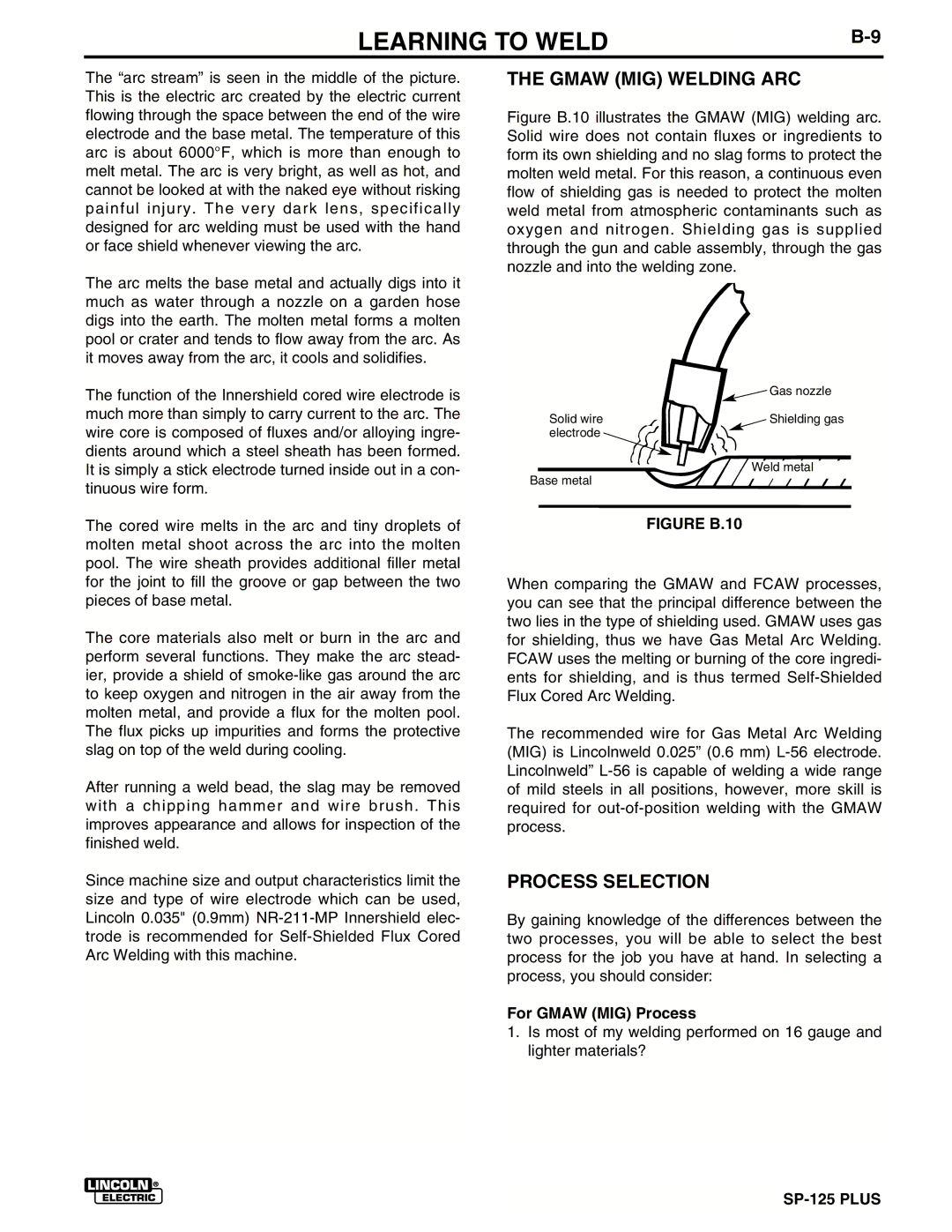
Figure B.10 illustrates the GMAW (MIG) welding arc. Solid wire does not contain fluxes or ingredients to form its own shielding and no slag forms to protect the molten weld metal. For this reason, a continuous even flow of shielding gas is needed to protect the molten weld metal from atmospheric contaminants such as oxygen and nitrogen. Shielding gas is supplied through the gun and cable assembly, through the gas nozzle and into the welding zone.
|
| Gas nozzle |
| Solid wire | Shielding gas |
| electrode |
|
| Base metal | Weld metal |
|
| |
|
|
|
FIGURE B.10
When comparing the GMAW and FCAW processes, you can see that the principal difference between the two lies in the type of shielding used. GMAW uses gas for shielding, thus we have Gas Metal Arc Welding. FCAW uses the melting or burning of the core ingredi- ents for shielding, and is thus termed
The recommended wire for Gas Metal Arc Welding (MIG) is Lincolnweld 0.025” (0.6 mm)
PROCESS SELECTION
By gaining knowledge of the differences between the two processes, you will be able to select the best process for the job you have at hand. In selecting a process, you should consider:
For GMAW (MIG) Process
1.Is most of my welding performed on 16 gauge and lighter materials?