4-2. Process Select Control
1
RECOMMENDED PROCESS
SELECTIONS VS ELECTRODE TYPE
ELECTRODE | SUGGESTED PROCESS |
TYPE | SETTING |
|
|
EXXX1 | EXX10 |
EXXX2 | EXX10 |
|
|
EXXX3 | EXX18 |
EXXX4 | EXX18 |
EXXX5 | EXX18 |
EXXX6 | EXX18 |
EXXX7 | EXX18 |
EXXX8 | EXX18 |
STAINLESS | EXX18 |
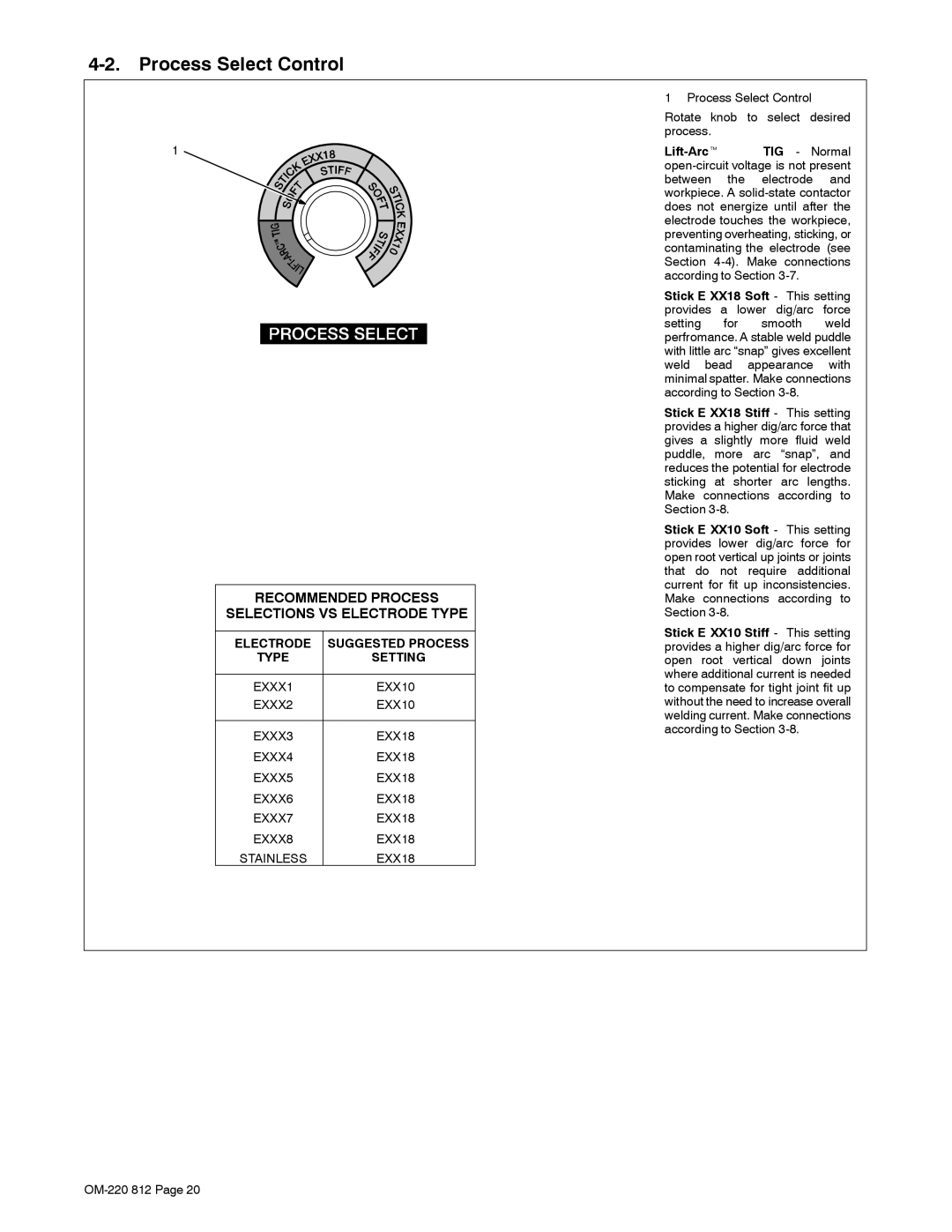
1 Process Select Control
Rotate knob to select desired process.
Lift-Arct TIG - Normal
Stick E XX18 Soft - This setting provides a lower dig/arc force setting for smooth weld perfromance. A stable weld puddle with little arc “snap” gives excellent weld bead appearance with minimal spatter. Make connections according to Section
Stick E XX18 Stiff - This setting provides a higher dig/arc force that gives a slightly more fluid weld puddle, more arc “snap”, and reduces the potential for electrode sticking at shorter arc lengths. Make connections according to Section
Stick E XX10 Soft - This setting provides lower dig/arc force for open root vertical up joints or joints that do not require additional current for fit up inconsistencies. Make connections according to Section
Stick E XX10 Stiff - This setting provides a higher dig/arc force for open root vertical down joints where additional current is needed to compensate for tight joint fit up without the need to increase overall welding current. Make connections according to Section