5-4. Jog/Purge Switch
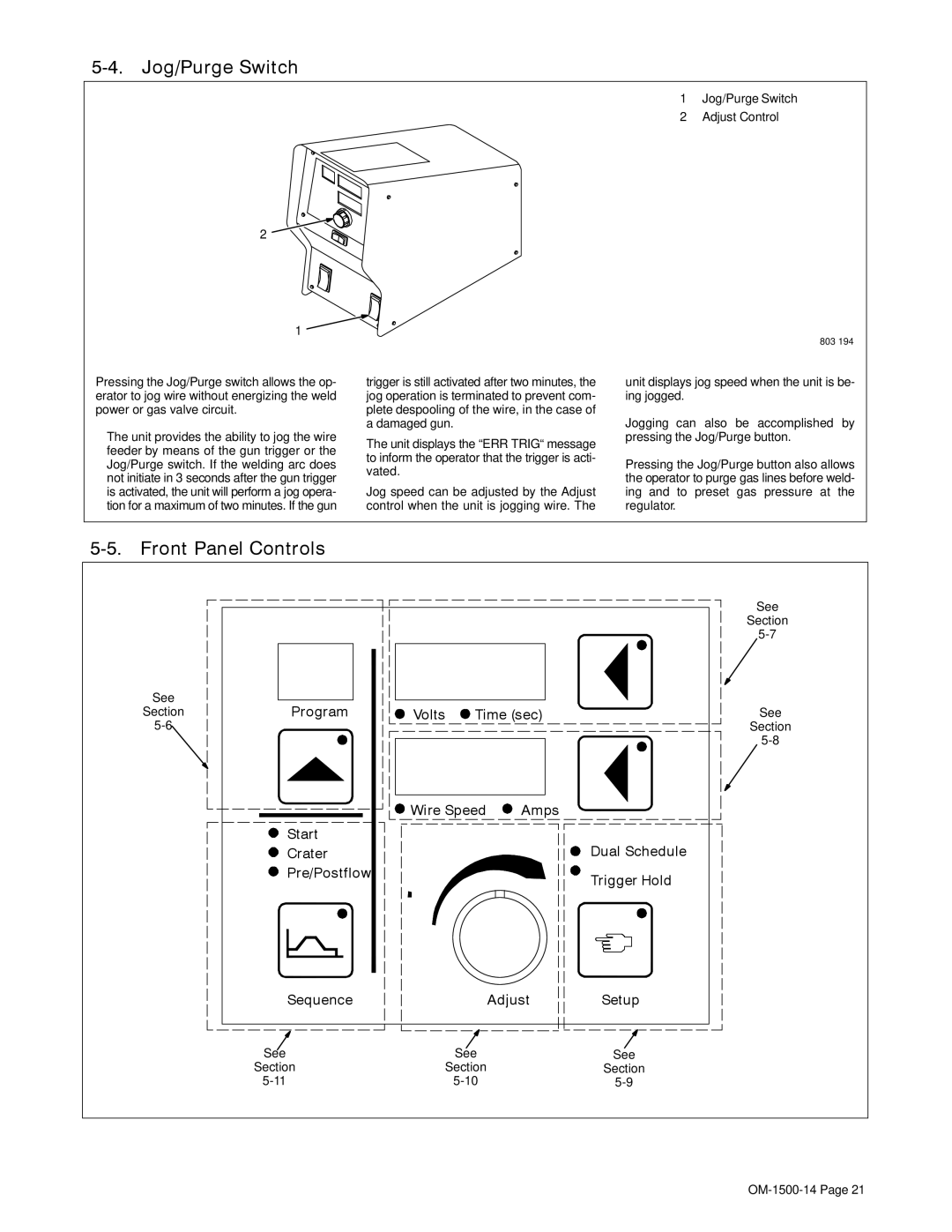
1 Jog/Purge Switch
2 Adjust Control
2 ![]()
1 ![]()
803 194
Pressing the Jog/Purge switch allows the op- erator to jog wire without energizing the weld power or gas valve circuit.
•The unit provides the ability to jog the wire feeder by means of the gun trigger or the Jog/Purge switch. If the welding arc does not initiate in 3 seconds after the gun trigger is activated, the unit will perform a jog opera- tion for a maximum of two minutes. If the gun
trigger is still activated after two minutes, the jog operation is terminated to prevent com- plete despooling of the wire, in the case of a damaged gun.
•The unit displays the “ERR TRIG“ message to inform the operator that the trigger is acti- vated.
•Jog speed can be adjusted by the Adjust control when the unit is jogging wire. The
unit displays jog speed when the unit is be- ing jogged.
•Jogging can also be accomplished by pressing the Jog/Purge button.
•Pressing the Jog/Purge button also allows the operator to purge gas lines before weld- ing and to preset gas pressure at the regulator.
5-5. Front Panel Controls
|
|
|
|
| See |
|
|
|
|
| Section |
|
|
|
|
| |
See | Program |
|
|
|
|
Section | Volts | Time (sec) | See | ||
|
|
|
| Section | |
|
|
|
|
| |
|
| Wire Speed | Amps |
| |
| Start |
|
|
|
|
| Crater |
|
|
| Dual Schedule |
| Pre/Postflow |
|
|
| Trigger Hold |
|
|
|
|
| |
| Sequence |
|
| Adjust | Setup |
| See |
| See |
| See |
| Section | Section |
| Section | |
|
|
| |||
|
|
|
|
| |