4-2. Switching On Unit And Recalling Factory Parameters
Install power source and wire feeder ac- cording to supplied Owner’s Manuals. Turn On welding power source.
Displays D1 and D2 will show the wire feeder software version. Welding system is ready to weld with the
When Stick or TIG welding the wire feeder is energized but does not work. Displays
D1 and D2 will show hyphens. When MIG welding, wire feeder is always on. Displays D1 and D2 will show set voltage and wire speed (or correlated parameters) and the measured welding voltage and current while welding.
To recall
.Write down any parameters that need
to be restored before performing this procedure.
Turn power source Off then On again. Im- mediately press wire feeder P1 and P3. Re- lease P1 and P3 when MEM CLR appears on D1 and D2. Turn power source Off when DON appears on D1. All parameters will re- turn to factory default settings the next time unit is turned on.
4-3. Welding Process Selection
L6
L7
L8
L9
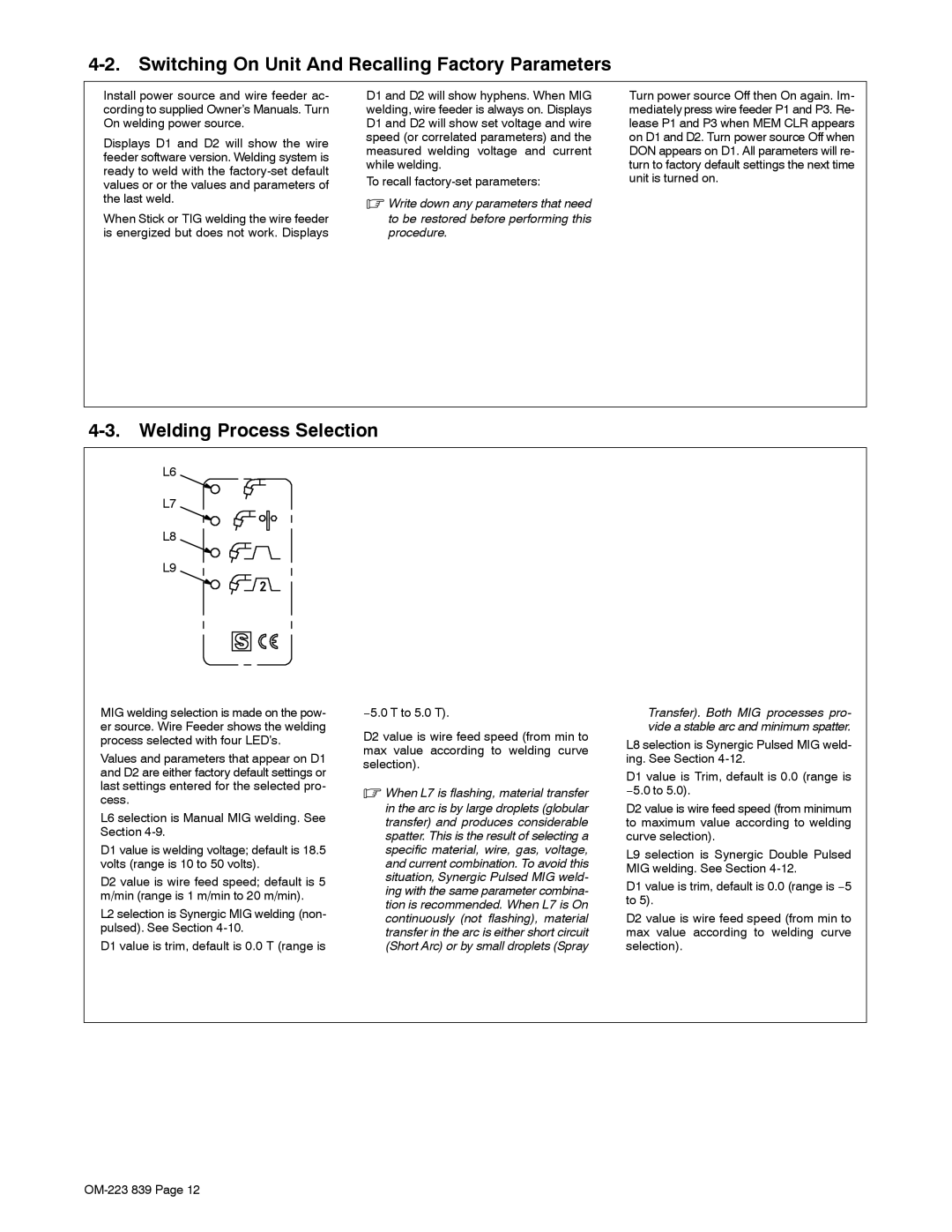
MIG welding selection is made on the pow- er source. Wire Feeder shows the welding process selected with four LED’s.
Values and parameters that appear on D1 and D2 are either factory default settings or last settings entered for the selected pro- cess.
L6 selection is Manual MIG welding. See Section
D1 value is welding voltage; default is 18.5 volts (range is 10 to 50 volts).
D2 value is wire feed speed; default is 5 m/min (range is 1 m/min to 20 m/min).
L2 selection is Synergic MIG welding (non- pulsed). See Section
D1 value is trim, default is 0.0 T (range is
−5.0 T to 5.0 T).
D2 value is wire feed speed (from min to max value according to welding curve selection).
.When L7 is flashing, material transfer
in the arc is by large droplets (globular transfer) and produces considerable spatter. This is the result of selecting a specific material, wire, gas, voltage, and current combination. To avoid this situation, Synergic Pulsed MIG weld- ing with the same parameter combina- tion is recommended. When L7 is On continuously (not flashing), material transfer in the arc is either short circuit (Short Arc) or by small droplets (Spray
Transfer). Both MIG processes pro- vide a stable arc and minimum spatter.
L8 selection is Synergic Pulsed MIG weld- ing. See Section
D1 value is Trim, default is 0.0 (range is −5.0 to 5.0).
D2 value is wire feed speed (from minimum to maximum value according to welding curve selection).
L9 selection is Synergic Double Pulsed MIG welding. See Section
D1 value is trim, default is 0.0 (range is −5 to 5).
D2 value is wire feed speed (from min to max value according to welding curve selection).