The table rollers are adjusted at the factory. If they should need further or “fine” adjustment:
1.Disconnect machine from power source.
2.Loosen lock handle and position the quick- set lever (Figure 12) to zero.
3.Use a dial gauge (not provided) to find the distance from table top to the apex of the table roller. Zero the gauge at this position.
4.Place the gauge over the extreme right side of the table roller and find the high point of the table roller arc. The gauge should still read zero.
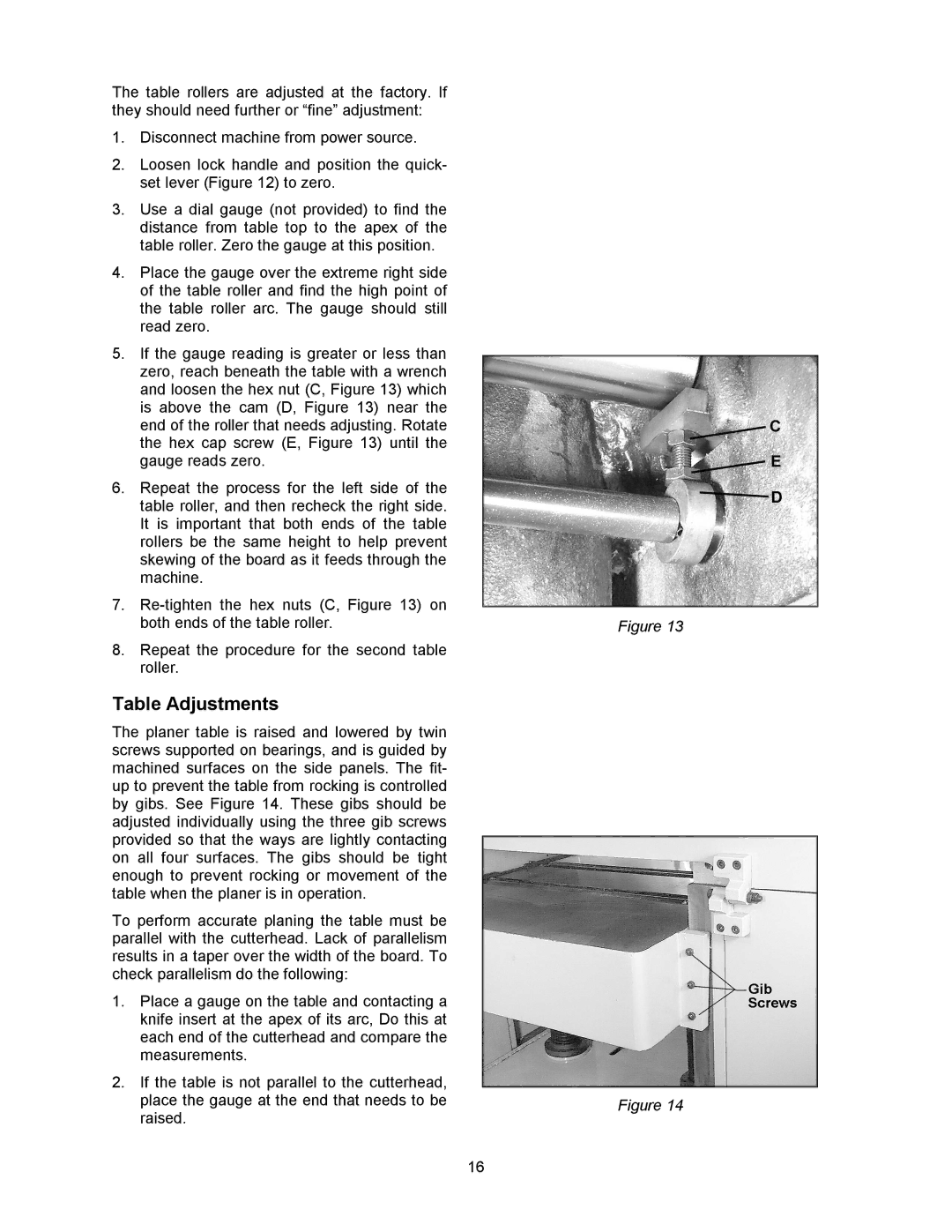
5.If the gauge reading is greater or less than zero, reach beneath the table with a wrench and loosen the hex nut (C, Figure 13) which is above the cam (D, Figure 13) near the end of the roller that needs adjusting. Rotate the hex cap screw (E, Figure 13) until the gauge reads zero.
6.Repeat the process for the left side of the table roller, and then recheck the right side. It is important that both ends of the table rollers be the same height to help prevent skewing of the board as it feeds through the machine.
7.
8.Repeat the procedure for the second table roller.
Table Adjustments
The planer table is raised and lowered by twin screws supported on bearings, and is guided by machined surfaces on the side panels. The fit- up to prevent the table from rocking is controlled by gibs. See Figure 14. These gibs should be adjusted individually using the three gib screws provided so that the ways are lightly contacting on all four surfaces. The gibs should be tight enough to prevent rocking or movement of the table when the planer is in operation.
To perform accurate planing the table must be parallel with the cutterhead. Lack of parallelism results in a taper over the width of the board. To check parallelism do the following:
1.Place a gauge on the table and contacting a knife insert at the apex of its arc, Do this at each end of the cutterhead and compare the measurements.
2.If the table is not parallel to the cutterhead, place the gauge at the end that needs to be raised.
16
Figure 13
Figure 14