For Machines Mfg. Since 8/09 | O P E R A T I O N | Model SB1040/SB1041 |
13.Press and hold the annealing button until the weld zone turns the appropriate color, then release the button.
Note: If you cannot get the proper annealing color from the blade manufacturer, use the recommendations below as a baseline and experiment from there.
Dull Cherry Red | |
Blue | |
Orange | |
Dull Cherry Red |
14.Repeat Step 13 three to four more times, allowing the weld to cool for about 30 seconds between each repetition. Each time reduce the amount of time you press the anneal button, to reduce the amount of heat successively.
15.Allow the blade to cool, then
16.Grind away the weld bead on the top and bottom of the joint so that the blade is flat and will run smoothly on the wheels and between the blade guides.
Note: Make sure not to grind the teeth or blade body, or overheat the blade during
17.
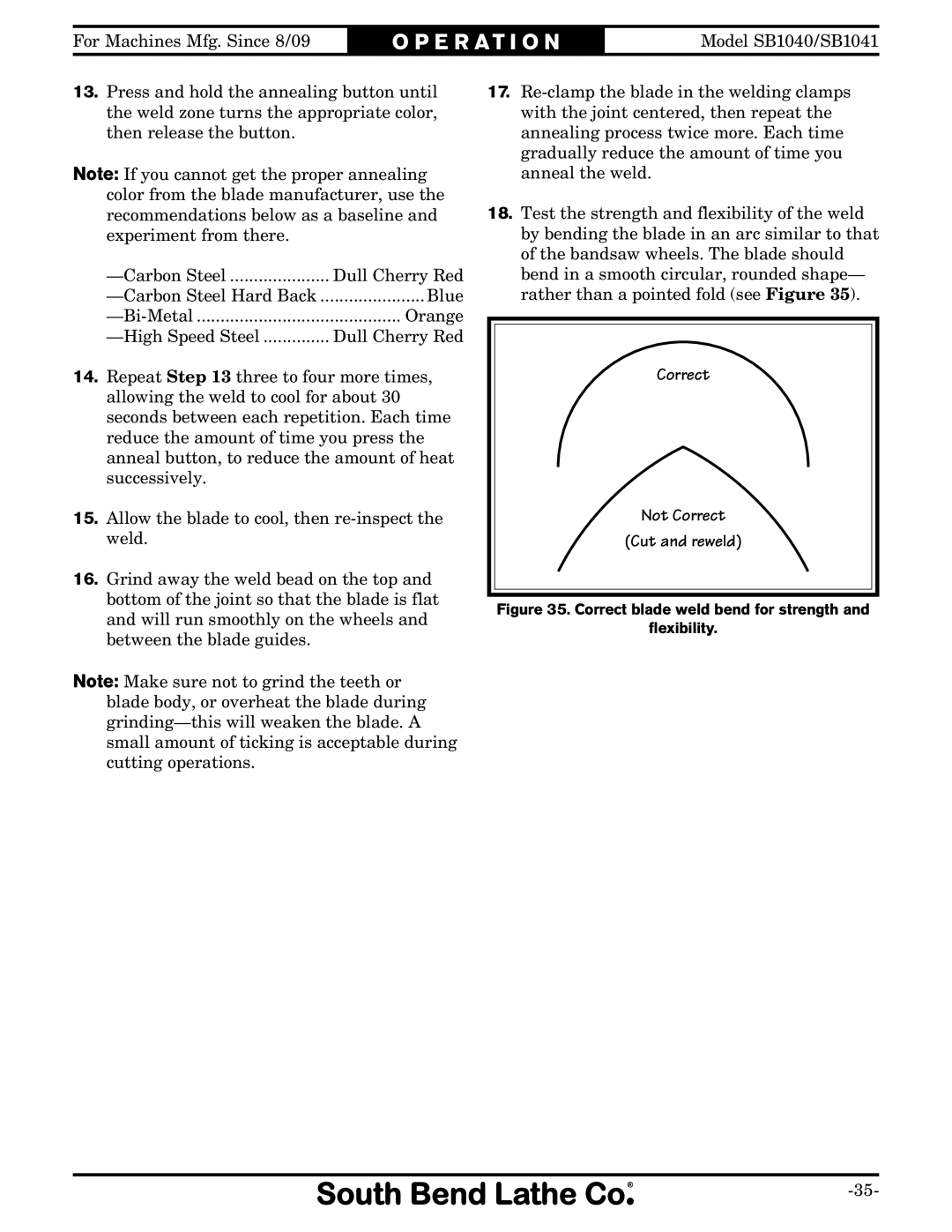
18.Test the strength and flexibility of the weld by bending the blade in an arc similar to that of the bandsaw wheels. The blade should bend in a smooth circular, rounded shape— rather than a pointed fold (see Figure 35).