12
Right angle cuts -- single pieces of stock
1.Raise the saw arm to its full up, open position.
2.Pull up on the quick release handle on the locking vise jaw and slide the vise jaws apart.
3.Place the stock on the saw table, between the vise jaws. If the stock is long, support the stock with appropriate infeed and outfeed supports.
4.Pull up on the quick release handle and slide the locking vise jaw up against the workpiece.
5.Turn the lead screw handle until the quick release thrust shaft falls into a groove on the lead screw and puts light clamping pressure on the workpiece.
6.Lower the saw arm until the blade is just above the workpiece.
7.Lock the saw arm in position by turning the hydraulic feed needle valve clockwise.
8.Adjust the position of the stock until the
9.Tighten the vise so the workpiece is clamped firmly.
Note: if you are sawing a workpiece with a sharp edge up
10.Turn the saw switch ON and allow the motor and blade to come up to full speed.
11.If using a coolant system, turn on the valve at the nozzle.
12.Carefully open the hydraulic control needle valve open (counterclockwise) so the cutting arm lowers gently into the workpiece and begins cutting.
13.Continue to open the hydraulic control valve until an efficient cutting rate is established.
14.When the saw completes its cut, the motor will shut off and the cut piece will fall away from the table.
15.If you are using a coolant system, turn it off the valve at the nozzle.
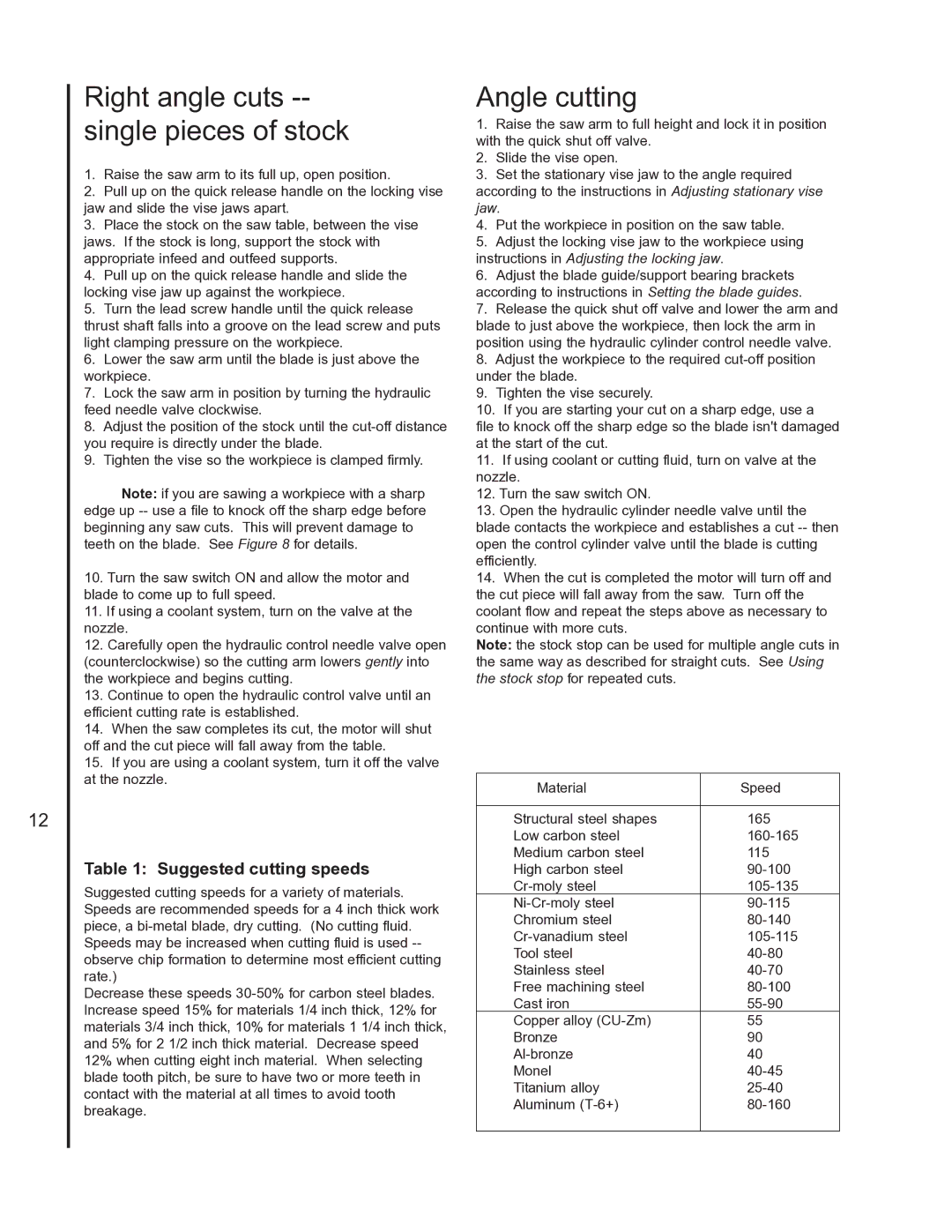
Table 1: Suggested cutting speeds
Suggested cutting speeds for a variety of materials. Speeds are recommended speeds for a 4 inch thick work piece, a
Decrease these speeds
12% when cutting eight inch material. When selecting blade tooth pitch, be sure to have two or more teeth in contact with the material at all times to avoid tooth breakage.
Angle cutting
1.Raise the saw arm to full height and lock it in position with the quick shut off valve.
2.Slide the vise open.
3.Set the stationary vise jaw to the angle required according to the instructions in Adjusting stationary vise jaw.
4.Put the workpiece in position on the saw table.
5.Adjust the locking vise jaw to the workpiece using instructions in Adjusting the locking jaw.
6.Adjust the blade guide/support bearing brackets according to instructions in Setting the blade guides.
7.Release the quick shut off valve and lower the arm and blade to just above the workpiece, then lock the arm in position using the hydraulic cylinder control needle valve.
8.Adjust the workpiece to the required
9.Tighten the vise securely.
10.If you are starting your cut on a sharp edge, use a
file to knock off the sharp edge so the blade isn't damaged at the start of the cut.
11.If using coolant or cutting fluid, turn on valve at the nozzle.
12.Turn the saw switch ON.
13.Open the hydraulic cylinder needle valve until the blade contacts the workpiece and establishes a cut
14.When the cut is completed the motor will turn off and the cut piece will fall away from the saw. Turn off the coolant flow and repeat the steps above as necessary to continue with more cuts.
Note: the stock stop can be used for multiple angle cuts in the same way as described for straight cuts. See Using the stock stop for repeated cuts.
Material | Speed |
|
|
Structural steel shapes | 165 |
Low carbon steel | |
Medium carbon steel | 115 |
High carbon steel | |
Chromium steel | |
Tool steel | |
Stainless steel | |
Free machining steel | |
Cast iron | |
Copper alloy | 55 |
Bronze | 90 |
40 | |
Monel | |
Titanium alloy | |
Aluminum | |
|
|