Chip Inspection Chart
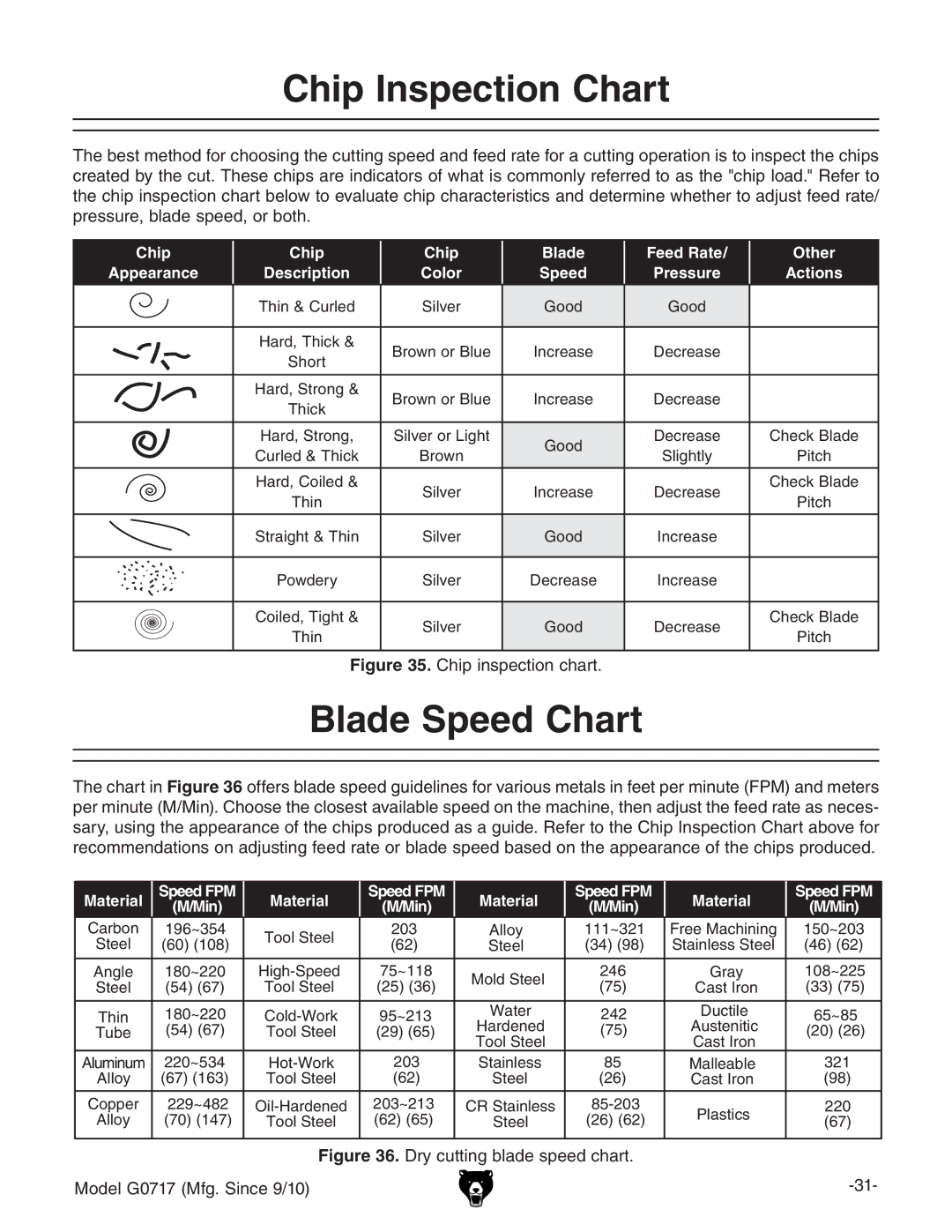
The best method for choosing the cutting speed and feed rate for a cutting operation is to inspect the chips created by the cut. These chips are indicators of what is commonly referred to as the "chip load." Refer to the chip inspection chart below to evaluate chip characteristics and determine whether to adjust feed rate/ pressure, blade speed, or both.
Chip
Appearance
Chip
Description
Chip
Color
Blade Speed
Feed Rate/
Pressure
Other
Actions
| Thin & Curled | Silver | Good | Good |
|
|
|
|
|
|
|
| Hard, Thick & | Brown or Blue | Increase | Decrease |
|
| Short |
| |||
|
|
|
|
| |
|
|
|
|
|
|
| Hard, Strong & | Brown or Blue | Increase | Decrease |
|
| Thick |
| |||
|
|
|
|
| |
|
|
|
|
|
|
| Hard, Strong, | Silver or Light | Good | Decrease | Check Blade |
| Curled & Thick | Brown | Slightly | Pitch | |
|
| ||||
|
|
|
|
|
|
| Hard, Coiled & | Silver | Increase | Decrease | Check Blade |
| Thin | Pitch | |||
|
|
|
| ||
|
|
|
|
|
|
| Straight & Thin | Silver | Good | Increase |
|
|
|
|
|
|
|
| Powdery | Silver | Decrease | Increase |
|
|
|
|
|
|
|
| Coiled, Tight & | Silver | Good | Decrease | Check Blade |
| Thin | Pitch | |||
|
|
|
| ||
|
|
|
|
|
|
Figure 35. Chip inspection chart.
Blade Speed Chart
The chart in Figure 36 offers blade speed guidelines for various metals in feet per minute (FPM) and meters per minute (M/Min). Choose the closest available speed on the machine, then adjust the feed rate as neces- sary, using the appearance of the chips produced as a guide. Refer to the Chip Inspection Chart above for recommendations on adjusting feed rate or blade speed based on the appearance of the chips produced.
Material | Speed FPM | Material | Speed FPM | Material | Speed FPM | Material | Speed FPM | |
(M/Min) | (M/Min) | (M/Min) | (M/Min) | |||||
|
|
|
| |||||
Carbon | 196~354 | Tool Steel | 203 | Alloy | 111~321 | Free Machining | 150~203 | |
Steel | (60) (108) | (62) | Steel | (34) (98) | Stainless Steel | (46) (62) | ||
| ||||||||
|
|
|
|
|
|
|
| |
Angle | 180~220 | 75~118 | Mold Steel | 246 | Gray | 108~225 | ||
Steel | (54) (67) | Tool Steel | (25) (36) | (75) | Cast Iron | (33) (75) | ||
| ||||||||
|
|
|
|
|
|
|
| |
Thin | 180~220 | 95~213 | Water | 242 | Ductile | 65~85 | ||
Tube | (54) (67) | Tool Steel | (29) (65) | Hardened | (75) | Austenitic | (20) (26) | |
|
|
|
| Tool Steel |
| Cast Iron |
| |
Aluminum | 220~534 | 203 | Stainless | 85 | Malleable | 321 | ||
Alloy | (67) (163) | Tool Steel | (62) | Steel | (26) | Cast Iron | (98) | |
Copper | 229~482 | 203~213 | CR Stainless | Plastics | 220 | |||
Alloy | (70) (147) | Tool Steel | (62) (65) | Steel | (26) (62) | (67) | ||
| ||||||||
|
|
|
|
|
|
|
|
Figure 36. Dry cutting blade speed chart.
Model G0717 (Mfg. Since 9/10) |