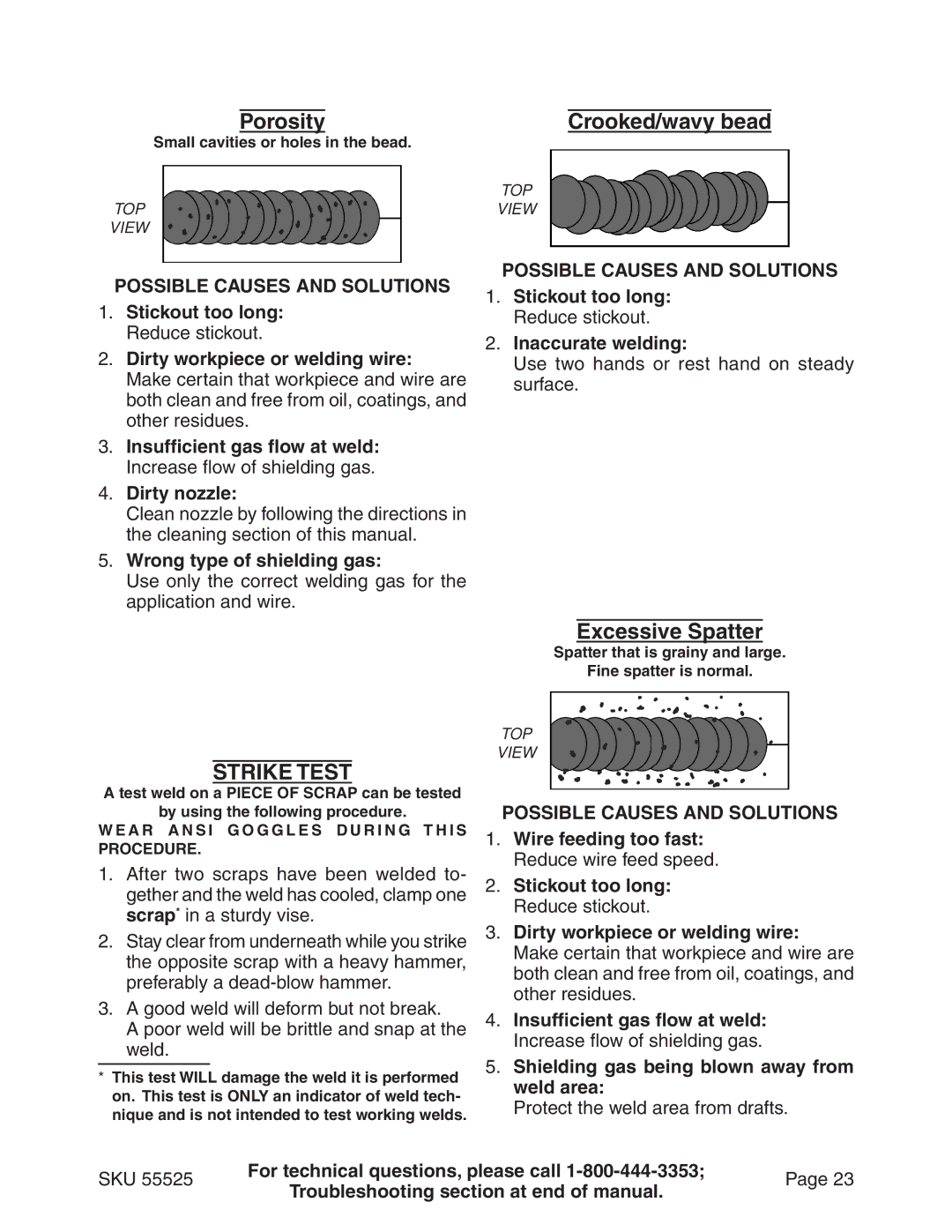
Porosity | Crooked/wavy bead |
Small cavities or holes in the bead.
Top
View
Possible Causes and Solutions
1.Stickout too long: Reduce stickout.
2.Dirty workpiece or welding wire: Make certain that workpiece and wire are both clean and free from oil, coatings, and other residues.
3.Insufficient gas flow at weld: Increase flow of shielding gas.
4.Dirty nozzle:
Clean nozzle by following the directions in the cleaning section of this manual.
5.Wrong type of shielding gas:
Use only the correct welding gas for the application and wire.
Top
View
Possible Causes and Solutions
1.Stickout too long: Reduce stickout.
2.Inaccurate welding:
Use two hands or rest hand on steady surface.
Excessive Spatter
Spatter that is grainy and large.
Fine spatter is normal.
STRIKE TEST
A test weld on a piece of scrap can be tested
by using the following procedure.
W E A R A N S I G O G G L E S D U R I N G T H I S PROCEDURE.
1.After two scraps have been welded to- gether and the weld has cooled, clamp one scrap in a sturdy vise.
2.Stay clear from underneath while you strike the opposite scrap with a heavy hammer, preferably a
3.A good weld will deform but not break.
A poor weld will be brittle and snap at the weld.
This test will damage the weld it is performed on. This test is only an indicator of weld tech- nique and is not intended to test working welds.
Top
View
Possible Causes and Solutions
1.Wire feeding too fast: Reduce wire feed speed.
2.Stickout too long: Reduce stickout.
3.Dirty workpiece or welding wire: Make certain that workpiece and wire are both clean and free from oil, coatings, and other residues.
4.Insufficient gas flow at weld: Increase flow of shielding gas.
5.Shielding gas being blown away from weld area:
Protect the weld area from drafts.
SKU 55525 | For technical questions, please call | Page 23 | |
Troubleshooting section at end of manual. | |||
|
|