.A complete Parts List is available at www.HobartWelders.com
5-6. Sequence Of Gouging Operation
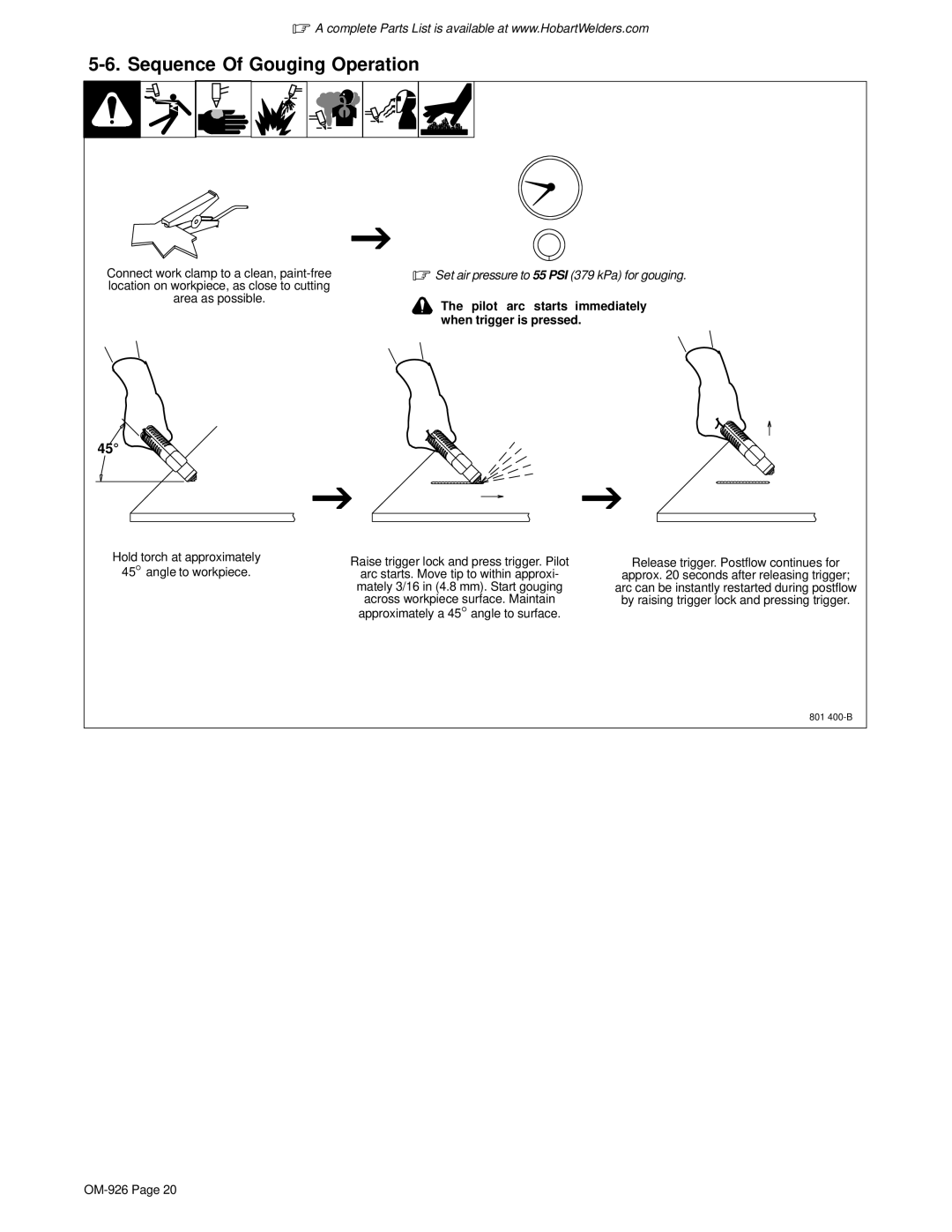
Connect work clamp to a clean,
455
.Set air pressure to 55 PSI (379 kPa) for gouging.
The pilot arc starts immediately when trigger is pressed.
Hold torch at approximately
45° angle to workpiece.
Raise trigger lock and press trigger. Pilot | Release trigger. Postflow continues for |
arc starts. Move tip to within approxi- | approx. 20 seconds after releasing trigger; |
mately 3/16 in (4.8 mm). Start gouging | arc can be instantly restarted during postflow |
across workpiece surface. Maintain | by raising trigger lock and pressing trigger. |
approximately a 45° angle to surface. |
|
801