TROUBLESHOOTING | ||
|
|
|
| Observe all Safety Guidelines detailed throughout this manual |
|
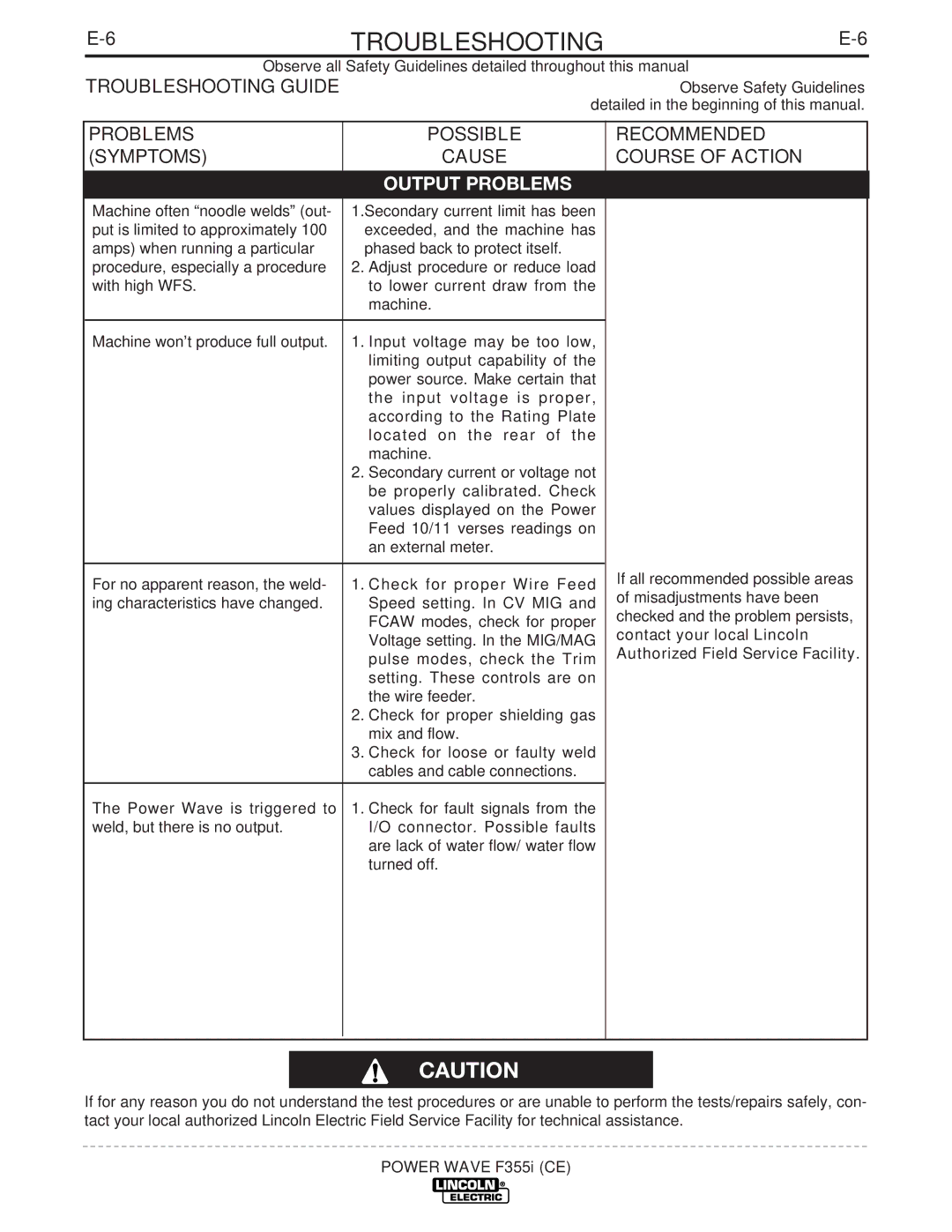
TROUBLESHOOTING GUIDE
Observe Safety Guidelines detailed in the beginning of this manual.
PROBLEMS |
| POSSIBLE |
| RECOMMENDED | ||||
(SYMPTOMS) |
| CAUSE |
| COURSE OF ACTION | ||||
|
|
|
|
|
|
|
|
|
|
|
|
| OUTPUT PROBLEMS |
|
|
| |
|
|
|
|
|
|
|
|
|
| Machine often “noodle welds” (out- | 1.Secondary current limit has been |
|
|
| |||
| put is limited to approximately 100 |
|
| exceeded, and the machine has |
|
|
|
|
| amps) when running a particular |
|
| phased back to protect itself. |
|
|
|
|
| procedure, especially a procedure |
|
| 2. Adjust procedure or reduce load |
|
|
|
|
| with high WFS. |
|
| to lower current draw from the |
|
|
|
|
|
|
|
| machine. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| Machine won’t produce full output. |
|
| 1. Input voltage may be too low, |
|
|
|
|
|
|
|
| limiting output capability of the |
|
|
|
|
|
|
|
| power source. Make certain that |
|
|
|
|
|
|
|
| the input voltage is proper, |
|
|
|
|
|
|
|
| according to the Rating Plate |
|
|
|
|
|
|
|
| located on the rear of the |
|
|
|
|
|
|
|
| machine. |
|
|
|
|
|
|
|
| 2. Secondary current or voltage not |
|
|
|
|
|
|
|
| be properly calibrated. Check |
|
|
|
|
|
|
|
| values displayed on the Power |
|
|
|
|
|
|
|
| Feed 10/11 verses readings on |
|
|
|
|
|
|
|
| an external meter. |
|
|
|
|
|
|
|
|
|
|
| If all recommended possible areas |
|
| For no apparent reason, the weld- |
|
| 1. Check for proper Wire Feed |
|
|
| |
|
|
|
|
| of misadjustments have been |
| ||
| ing characteristics have changed. |
|
| Speed setting. In CV MIG and |
|
|
| |
|
|
|
|
| checked and the problem persists, |
| ||
|
|
|
| FCAW modes, check for proper |
|
|
| |
|
|
|
|
|
| contact your local Lincoln |
| |
|
|
|
| Voltage setting. In the MIG/MAG |
|
|
| |
|
|
|
|
|
| Authorized Field Service Facility. |
| |
|
|
|
| pulse modes, check the Trim |
|
|
| |
|
|
|
| setting. These controls are on |
|
|
|
|
|
|
|
| the wire feeder. |
|
|
|
|
|
|
|
| 2. Check for proper shielding gas |
|
|
|
|
|
|
|
| mix and flow. |
|
|
|
|
|
|
|
| 3. Check for loose or faulty weld |
|
|
|
|
|
|
|
| cables and cable connections. |
|
|
|
|
| The Power Wave is triggered to |
|
| 1. Check for fault signals from the |
|
|
|
|
| weld, but there is no output. |
|
| I/O connector. Possible faults |
|
|
|
|
|
|
|
| are lack of water flow/ water flow |
|
|
|
|
|
|
|
| turned off. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, con- tact your local authorized Lincoln Electric Field Service Facility for technical assistance.