|
| APRENDIENDO PALILLO SOLDAR | 5 |
5 | |||
|
|
|
|
Tipos de soldadura
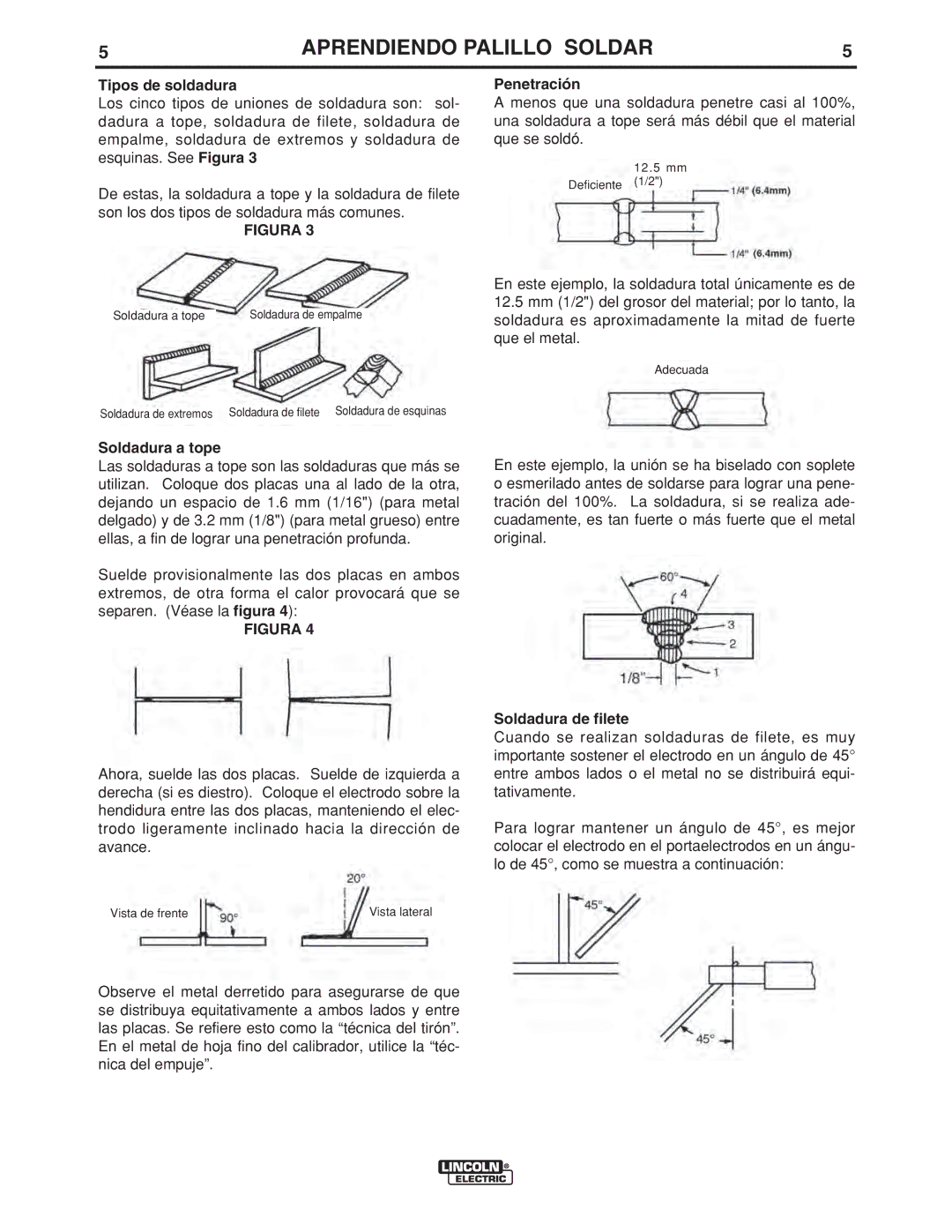
Los cinco tipos de uniones de soldadura son: sol- dadura a tope, soldadura de filete, soldadura de empalme, soldadura de extremos y soldadura de esquinas. See Figura 3
De estas, la soldadura a tope y la soldadura de filete son los dos tipos de soldadura más comunes.
FIGURA 3
Penetración
A menos que una soldadura penetre casi al 100%, una soldadura a tope será más débil que el material que se soldó.
12.5 mm
Deficiente (1/2")
Soldadura a tope |
| Soldadura de empalme |
Soldadura de extremos Soldadura de filete Soldadura de esquinas
Soldadura a tope
Las soldaduras a tope son las soldaduras que más se utilizan. Coloque dos placas una al lado de la otra, dejando un espacio de 1.6 mm (1/16") (para metal delgado) y de 3.2 mm (1/8") (para metal grueso) entre ellas, a fin de lograr una penetración profunda.
Suelde provisionalmente las dos placas en ambos extremos, de otra forma el calor provocará que se separen. (Véase la figura 4):
FIGURA 4
Ahora, suelde las dos placas. Suelde de izquierda a derecha (si es diestro). Coloque el electrodo sobre la hendidura entre las dos placas, manteniendo el elec- trodo ligeramente inclinado hacia la dirección de avance.
Vista de frente |
| Vista lateral |
|
|
|
Observe el metal derretido para asegurarse de que se distribuya equitativamente a ambos lados y entre las placas. Se refiere esto como la “técnica del tirón”. En el metal de hoja fino del calibrador, utilice la “téc- nica del empuje”.
En este ejemplo, la soldadura total únicamente es de
12.5mm (1/2") del grosor del material; por lo tanto, la soldadura es aproximadamente la mitad de fuerte que el metal.
Adecuada
En este ejemplo, la unión se ha biselado con soplete o esmerilado antes de soldarse para lograr una pene- tración del 100%. La soldadura, si se realiza ade- cuadamente, es tan fuerte o más fuerte que el metal original.
Soldadura de filete
Cuando se realizan soldaduras de filete, es muy importante sostener el electrodo en un ángulo de 45° entre ambos lados o el metal no se distribuirá equi- tativamente.
Para lograr mantener un ángulo de 45°, es mejor colocar el electrodo en el portaelectrodos en un ángu- lo de 45°, como se muestra a continuación: