3 | LEARNING TO STICK WELD | 3 |
The function of the covered electrode is much more than simply to carry current to the arc. The electrode is composed of a core of metal wire around which has been extruded and baked a chemical covering. The core wire melts in the arc and tiny droplets of molten metal shoot across the arc into the molten pool. The electrode provides additional filler metal for the joint to fill the groove or gap between the two pieces of the base metal. The covering also melts or burns in the arc. It has several functions. It makes the arc stead- ier, provides a shield of
1.The type of deposit you want, e.g. mild steel, stain- less, low alloy, hardfacing.
2.The thickness of the plate you want to weld.
3.The position it must be welded in (downhand, out of position).
4.The surface condition of the metal to be welded.
5.Your ability to handle and obtain the desired elec- trode.
Four simple manipulations are of prime importance. Without complete mastery of these four, further weld- ing is more or less futile. With complete mastery of the four, welding will be easy.
1.The Correct Welding Position
Beginners will find it easier to learn how to control the welding arc using the
a.Hold the electrode holder in your right hand.
b.Touch your left hand to the underside of your right.
c.Put the left elbow against your left side.
(For welding
If you are using a hand shield, hold the electrode holder in your right hand and the hand shield in your left. (For welding
Whenever possible, weld from left to right (if right- handed). This enables you to see clearly what you are doing.
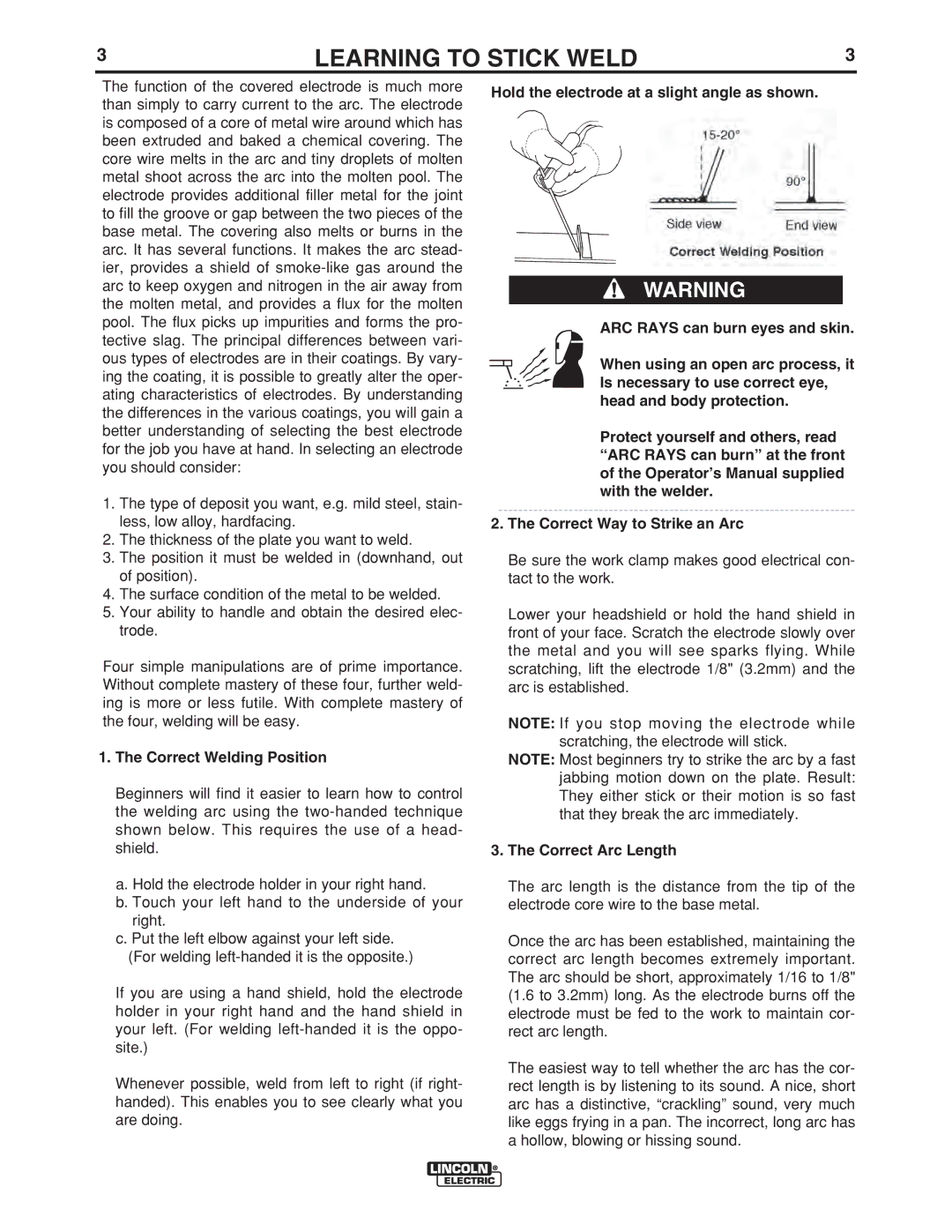
Hold the electrode at a slight angle as shown.
WARNING
ARC RAYS can burn eyes and skin.
When using an open arc process, it Is necessary to use correct eye, head and body protection.
Protect yourself and others, read “ARC RAYS can burn” at the front of the Operator’s Manual supplied with the welder.
2.The Correct Way to Strike an Arc
Be sure the work clamp makes good electrical con- tact to the work.
Lower your headshield or hold the hand shield in front of your face. Scratch the electrode slowly over the metal and you will see sparks flying. While scratching, lift the electrode 1/8" (3.2mm) and the arc is established.
NOTE: If you stop moving the electrode while scratching, the electrode will stick.
NOTE: Most beginners try to strike the arc by a fast jabbing motion down on the plate. Result: They either stick or their motion is so fast that they break the arc immediately.
3.The Correct Arc Length
The arc length is the distance from the tip of the electrode core wire to the base metal.
Once the arc has been established, maintaining the correct arc length becomes extremely important. The arc should be short, approximately 1/16 to 1/8" (1.6 to 3.2mm) long. As the electrode burns off the electrode must be fed to the work to maintain cor- rect arc length.
The easiest way to tell whether the arc has the cor- rect length is by listening to its sound. A nice, short arc has a distinctive, “crackling” sound, very much like eggs frying in a pan. The incorrect, long arc has a hollow, blowing or hissing sound.