6 |
| APPRENEZ À COLLER SOUDURE | 6 |
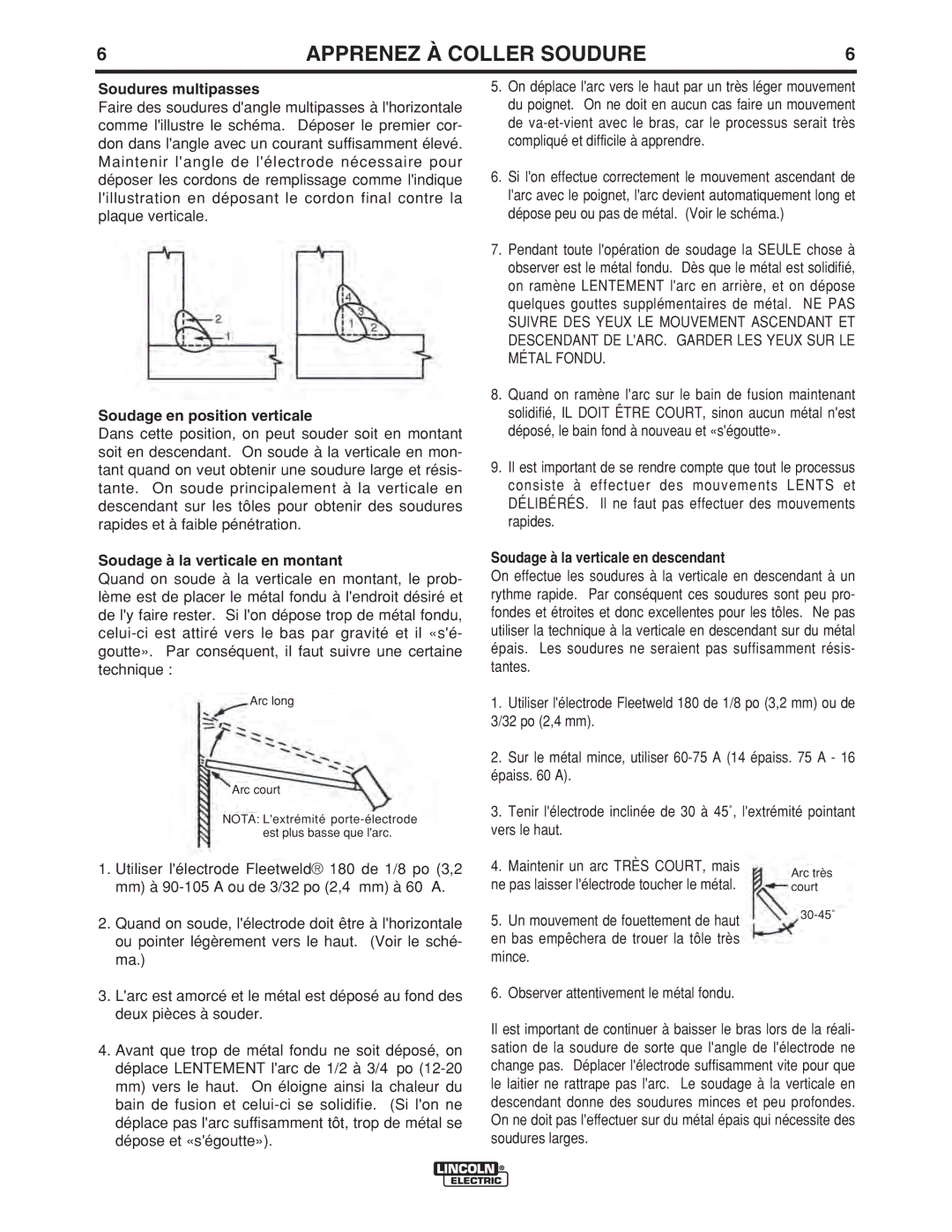
Soudures multipasses
Faire des soudures d'angle multipasses à l'horizontale comme l'illustre le schéma. Déposer le premier cor- don dans l'angle avec un courant suffisamment élevé. Maintenir l'angle de l'électrode nécessaire pour déposer les cordons de remplissage comme l'indique l'illustration en déposant le cordon final contre la plaque verticale.
Soudage en position verticale
Dans cette position, on peut souder soit en montant soit en descendant. On soude à la verticale en mon- tant quand on veut obtenir une soudure large et résis- tante. On soude principalement à la verticale en descendant sur les tôles pour obtenir des soudures rapides et à faible pénétration.
Soudage à la verticale en montant
Quand on soude à la verticale en montant, le prob- lème est de placer le métal fondu à l'endroit désiré et de l'y faire rester. Si l'on dépose trop de métal fondu,
Arc long
Arc court
NOTA: L'extrémité
1.Utiliser l'électrode Fleetweld® 180 de 1/8 po (3,2
mm)à
2.Quand on soude, l'électrode doit être à l'horizontale ou pointer légèrement vers le haut. (Voir le sché- ma.)
3.L'arc est amorcé et le métal est déposé au fond des deux pièces à souder.
4.Avant que trop de métal fondu ne soit déposé, on déplace LENTEMENT l'arc de 1/2 à 3/4 po
mm)vers le haut. On éloigne ainsi la chaleur du bain de fusion et
5.On déplace l'arc vers le haut par un très léger mouvement du poignet. On ne doit en aucun cas faire un mouvement de
6.Si l'on effectue correctement le mouvement ascendant de l'arc avec le poignet, l'arc devient automatiquement long et dépose peu ou pas de métal. (Voir le schéma.)
7.Pendant toute l'opération de soudage la SEULE chose à observer est le métal fondu. Dès que le métal est solidifié, on ramène LENTEMENT l'arc en arrière, et on dépose quelques gouttes supplémentaires de métal. NE PAS SUIVRE DES YEUX LE MOUVEMENT ASCENDANT ET DESCENDANT DE L'ARC. GARDER LES YEUX SUR LE MÉTAL FONDU.
8.Quand on ramène l'arc sur le bain de fusion maintenant solidifié, IL DOIT ÊTRE COURT, sinon aucun métal n'est déposé, le bain fond à nouveau et «s'égoutte».
9.Il est important de se rendre compte que tout le processus consiste à effectuer des mouvements LENTS et DÉLIBÉRÉS. Il ne faut pas effectuer des mouvements rapides.
Soudage à la verticale en descendant
On effectue les soudures à la verticale en descendant à un rythme rapide. Par conséquent ces soudures sont peu pro- fondes et étroites et donc excellentes pour les tôles. Ne pas utiliser la technique à la verticale en descendant sur du métal épais. Les soudures ne seraient pas suffisamment résis- tantes.
1.Utiliser l'électrode Fleetweld 180 de 1/8 po (3,2 mm) ou de 3/32 po (2,4 mm).
2.Sur le métal mince, utiliser
3.Tenir l'électrode inclinée de 30 à 45˚, l'extrémité pointant vers le haut.
4. | Maintenir un arc TRÈS COURT, mais |
|
|
|
Arc très |
| |||
ne pas laisser l'électrode toucher le métal. |
| |||
court |
| |||
|
|
|
|
|
|
|
|
|
|
5. | Un mouvement de fouettement de haut |
|
| |
|
|
| ||
en bas empêchera de trouer la tôle très |
|
|
| |
mince. |
|
|
| |
6. | Observer attentivement le métal fondu. |
|
|
|
Il est important de continuer à baisser le bras lors de la réali- sation de la soudure de sorte que l'angle de l'électrode ne change pas. Déplacer l'électrode suffisamment vite pour que le laitier ne rattrape pas l'arc. Le soudage à la verticale en descendant donne des soudures minces et peu profondes. On ne doit pas l'effectuer sur du métal épais qui nécessite des soudures larges.