Miller LegendR 301 G
OM-4411207 283E
Processes
Description
From Miller to You
TABLE OF CONTENTS
SECTION 5 − INSTALLATION
TABLE OF CONTENTS
8-2. Maintenance Label 8-3. Servicing Optional Spark Arrestor
8-4. Servicing Air Cleaner
8-6. Overload Protection 8-7. Troubleshooting
1-1. Symbol Usage
1-2. Arc Welding Hazards
SECTION 1 − SAFETY PRECAUTIONS − READ BEFORE USING
Means “Note” not safety related
1-3. Engine Hazards
BATTERY EXPLOSION can BLIND
WELDING can cause fire or explosion
FLYING METAL can injure eyes
1-5. Additional Symbols For Installation, Operation, And Maintenance
1-4. Compressed Air Hazards
STEAM AND HOT COOLANT can burn
ENGINE EXHAUST GASES can kill
1-7. Principal Safety Standards
1-6. California Proposition 65 Warnings
1-8. EMF Information
READ INSTRUCTIONS
2-1. Signification des symboles
SECTION 2 − CONSIGNES DE SÉCURITÉ − LIRE AVANT UTILISATION
2-2. Dangers relatifs au soudage à l’arc
UN CHOC ÉLECTRIQUE peut tuer
2-3. Dangers existant en relation avec le moteur
LE SOUDAGE peut provoquer un in- cendie ou une explosion
DES PARTICULES VOLANTES peuvent blesser les yeux
DES PIÈCES CHAUDES peuvent provoquer des brûlures graves
2-4. Dangers liés à l’air comprimé
L’EXPLOSION DE LA BATTERIE peut RENDRE AVEUGLE
DES ORGANES MOBILES peuvent provoquer des blessures
LA CHALEUR DU MOTEUR peut pro- voquer un incendie
2-6. Principales normes de sécurité
2-7. Information sur les champs électromagnétiques
LE SURCHAUFFEMENT peut endom- mager le moteur électrique
LES ÉTINCELLES VOLANTES ris- quent de provoquer des blessures
SECTION 3 − DEFINITIONS
3-1. Symbol Definitions
Work like a Pro
SECTION 4 − SPECIFICATIONS
4-2. Weld, Power, And Engine Specifications
4-3. Dimensions, Weights, and Operating Angles
4-1. Description
4-4. Fuel Consumption While Welding And Using Generator Power
4-5. Generator Power Curve
4-6. Duty Cycle
Y Exceeding duty cycle can damage unit and void warranty
Work like a Pro
Continuous Welding
A. CC/DC Stick Mode
4-7. Stick And MIG Mode Volt-Ampere Curves
B. CV/DC MIG Mode
4-8. DC TIG Mode Volt-Ampere Curves
Work like a Pro
SECTION 5 − INSTALLATION
5-1. Installing Welding Generator
Movement Y Do not lift unit from end
Location
5-2. Engine Prestart Checks
Follow run-in procedure in engine manual
To improve cold weather starting Keep battery in good condition
Store battery in warm area Use correct grade oil for cold weather
5-3. Activating The Dry Charge Battery If Applicable
Y Do not overfill battery cells
When electrolyte is low, add
Y Read and follow all instruc
5-4. Connecting The Battery
5-5. Installing Exhaust Pipe
Y Connect negative − cable last
Y Stop engine and let cool
Connecting To Weld Output Terminals
Selecting Weld Cable Sizes
5-8. Remote Receptacle Information
24 VOLTS AC
115 VOLTS AC
AMPERAGE
5-9. Adjusting Wire MIG Weld Puddle Consistency
Y Stop engine and let cool
For wetter weld puddle for mild steel
For wettest weld puddle for stainless steel
SECTION 6 − OPERATING WELDING GENERATOR
6-1. Front Panel Controls
6-2. Description Of Front Panel Controls
Generator power is available at recep
Controlling Engine Speed And Weld/Generator Power Output
Speed Control Switch In Weld Engine Control Switch in 3600/2400 RPM
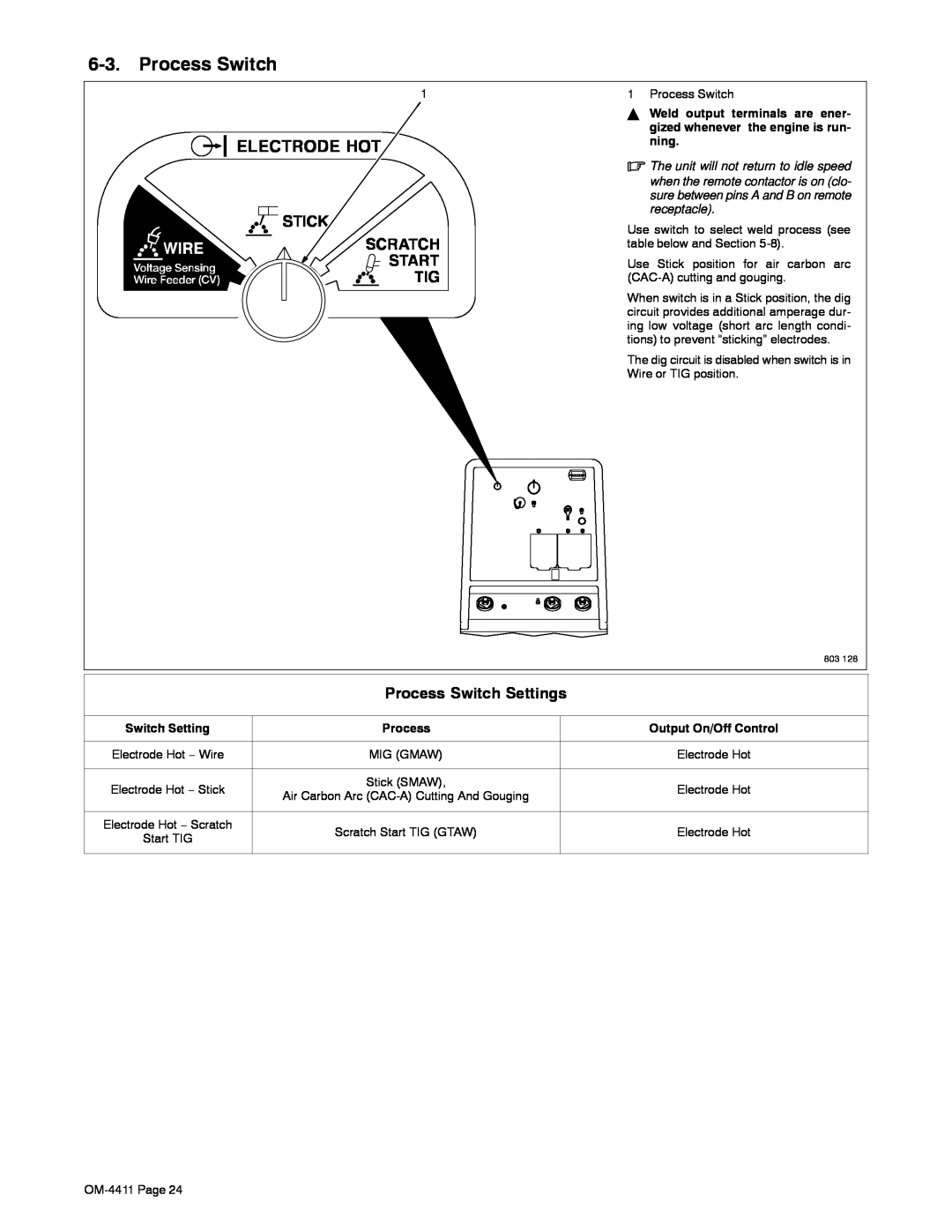
6-3. Process Switch
Process Switch Settings
Switch Setting
Process
6-4. Remote Amperage/Voltage Control
tween pins A and B example
Engine runs at weld speed when
receptacle makes closure be
7-1. 60 Hz Generator Power Receptacles And Circuit Breakers
SECTION 7 − OPERATING AUXILIARY EQUIPMENT
Controlling Engine Speed And Weld/Generator Power Output
Generator power is available at
7-2. Variable Frequency Hz Generator Power Receptacle RC3
Work like a Pro
ceptacle RC3
1 120 V 20 A Variable Frequency
Each 120 V Duplex
Receptacle
Current Available in Amperes
Receptacle
SECTION 8 − MAINTENANCE & TROUBLESHOOTING
8-1. Routine Maintenance
Every 8 h
20 h
8-2. Maintenance Label
8-3. Servicing Optional Spark Arrestor
Y Stop engine and let cool
803 127 / Ref. 211
Y Do not run engine without air cleaner or with dirty element
8-4. Servicing Air Cleaner
Y Stop engine
8-5. Changing Engine Oil, Oil Filter, And Fuel Filter
Y Stop engine and let cool
Y Close valve and valve cap before adding oil and run- ning engine
Y Stop engine, tighten connec- tions as necessary, and wipe up fuel
When a circuit breaker or fuse
8-6. Overload Protection
Y Stop engine
8-7. Troubleshooting
A. Welding
Trouble
Remedy
B. 60 Hz Generator Power Receptacles RC1 And RC2
C. Variable Frequency Generator Power Receptacle RC3
Trouble
Remedy
Trouble
D. Engine
Remedy
Over 80,000 trained since
Start Your Professional Welding Career Now
400 Trade Square East, Troy, Ohio
SECTION 9 − ELECTRICAL DIAGRAM
Figure 9-1. Circuit Diagram For Welding Generator
OM-4411 Page
211 395-C
SECTION 10 − GENERATOR POWER GUIDELINES
10-1. Selecting Equipment
10-2. Grounding Generator To Truck Or Trailer Frame
has this symbol
10-3. Grounding When Supplying Building Systems
10-4. How Much Power Does Equipment Require?
earth ground if supplying
Use ground device as stated
10-5. Approximate Power Requirements For Industrial Motors
10-6. Approximate Power Requirements For Farm/Home Equipment
Industrial Motors
Rating
10-7. Approximate Power Requirements For Contractor Equipment
Contractor
Rating
Starting Watts
10-8. Power Required To Start Motor
10-9. How Much Power Can Generator Supply?
Single-Phase Induction Motor Starting Requirements
Motor Start
10-10. Typical Connections To Supply Standby Power
Work like a Pro
10-11. Selecting Extension Cord Use Shortest Cord Possible
Cord Lengths for 120 Volt Loads
Current
Load Watts
MATERIAL THICKNESS REFERENCE CHART 24 Gauge .025 in 22 Gauge .031 in
20 Gauge .037 in 18 Gauge .050 in 16 Gauge .063 in
14 Gauge .078 in 1/8 in .125 in 3/16 in .188 in 1/4 in .25 in
5/16 in .313 in 3/8 in .375 in 1/2 in .5 in
Figure 11-1. Main Assembly
SECTION 11 − PARTS LIST
Figure 11-1. Main Assembly
Grommet, Plastic Neck Filler Fuel
Start Your Professional Welding Career Now
Figure 11-1. Main Assembly Continued
Over 80,000 trained since
Figure 11-2. Panel
Front w/Components
Figure 11-2. Panel
Front w/Components Figure 11-1 Item
Figure 11-2. Panel, Front w/Components Continued
Figure 11-2. Bracket w/Components Figure 11-1 Item
Figure 11-3. Bracket w/Components
Hardware is common and not available unless listed
Figure 11-4. Generator
Figure 11-4. Generator Figure 11-1 Item
Stator, Generator
Warranty Questions?
Service
Call 1-800-4-A-MILLER for your local Miller distributor
Support
For Service
Owner’s Record
Please complete and retain with your personal records
Always provide Model Name and Serial/Style Number