5-9. Adjusting Wire (MIG) Weld Puddle Consistency
3
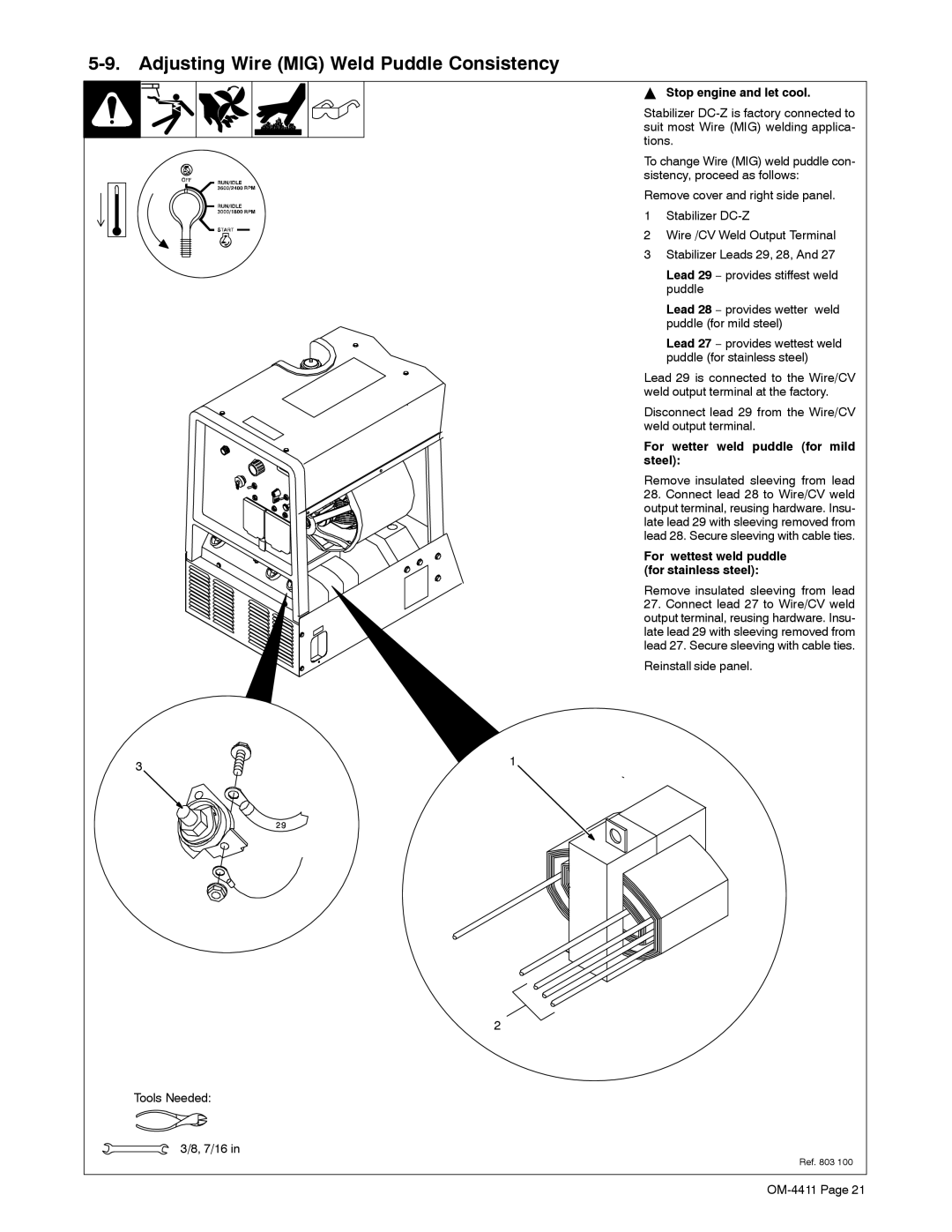
Tools Needed:
3/8, 7/16 in
YStop engine and let cool.
Stabilizer
To change Wire (MIG) weld puddle con- sistency, proceed as follows:
Remove cover and right side panel.
1Stabilizer
2Wire /CV Weld Output Terminal
3Stabilizer Leads 29, 28, And 27
Lead 29 − provides stiffest weld puddle
Lead 28 − provides wetter weld puddle (for mild steel)
Lead 27 − provides wettest weld puddle (for stainless steel)
Lead 29 is connected to the Wire/CV weld output terminal at the factory.
Disconnect lead 29 from the Wire/CV weld output terminal.
For wetter weld puddle (for mild steel):
Remove insulated sleeving from lead
28.Connect lead 28 to Wire/CV weld output terminal, reusing hardware. Insu- late lead 29 with sleeving removed from lead 28. Secure sleeving with cable ties.
For wettest weld puddle (for stainless steel):
Remove insulated sleeving from lead
27.Connect lead 27 to Wire/CV weld output terminal, reusing hardware. Insu- late lead 29 with sleeving removed from lead 27. Secure sleeving with cable ties.
Reinstall side panel.
1
2
Ref. 803 100