OM-4406
Processes
Description
From Miller to You
Table of Contents
− Maintenance & Troubleshooting
Directives
Standards
Deccon111/02
Sound Level Information
Deccon1sound11/02
Symbol Usage
Arc Welding Hazards
Engine Hazards
Compressed Air Hazards
EMF Information
Principal Safety Standards
California Proposition 65 Warnings
Radiation can cause interference
UN Choc Électrique peut tuer
Signification des symboles
− Consignes DE Sécurité − Lire Avant Utilisation
LES Fumées ET LES GAZ peuvent être dangereux
DES Pièces Chaudes peuvent provoquer des brûlures graves
LE Soudage peut provoquer un in- cendie ou une explosion
DES Particules Volantes peuvent blesser les yeux
LE Bruit peut affecter l’ouïe
LA Chaleur DU Moteur peut pro- voquer un incendie
’EXPLOSION DE LA Batterie peut
DES Organes Mobiles peuvent provoquer des blessures
’AIR Comprimé peut provoquer des blessures
Principales normes de sécurité
Information sur les champs électromagnétiques
− Definitions
+ −
Starting Instructions
Falling equipment can cause
Are possible hazards as
Can cause severe burns. Do
Serious injury and damage
Return To Table Of Contents
Std
Manufacturer’s Rating Labels For CE Products
− 50 h Std
CC Models CC/CV Models
Symbols And Definitions
− Specifications
Weld, Power, And Engine Specifications
Dimensions, Weights, And Operating Angles
Volt-Ampere Curves For CC Models
TIG Mode
Stick Mode
MIG Mode
Volt-Ampere Curves For CC/CV Models
Fuel Consumption
Duty Cycle And Overheating
12 kVA/kW Single-Phase AC Output No Weld Load
AC Generator Power Curve
Optional Three-Phase Generator Curves
15 kVA/kW Three-Phase AC Output No Weld Load
Volt-Ampere Curve For CC/CV Models In AC TIG Mode
Location Grounding
− Installation
Installing Welding Generator See Sections 5-2And
Airflow Clearance
Using Lifting Eye
Mounting Surface
Mounting Welding Generator
Supporting The Unit
To Bolt Unit In Place
Stop engine and let cool
Installing Exhaust Pipe
Tools Needed 1/2
Point exhaust pipe in desired di
Read and follow all instruc
Activating The Dry Charge Battery If Applicable
Do not overfill battery cells
Charger
Connecting The Battery
Reinstall cover after connecting battery
Connect Negative − Cable Last
Coolant Recovery Tank
Engine Prestart Checks
Connecting To Weld Output Terminals
Selecting Weld Cable Sizes
Connecting To Remote 14 Receptacle RC14 On CC/CV Models
Socket
− Operating Welding Generator − CC Models
Front Panel Controls For CC Models See Section
Engine Starting Controls
Engine Indicator Lights
Do not switch under load
To Start Do not use ether
Example
Remote Amperage Control On CC Models Optional
Weld Control/Arc Condition Information Label
Set weld controls as shown to
Return To Table Of Contents
− Operating Welding Generator − CC/CV Models
Front Panel Controls For CC/CV Models See Section
Use switch to select weld amperage range
Voltage/Amperage Adjust Switch And Remote 14 Receptacle
Engine Oil Pressure Light
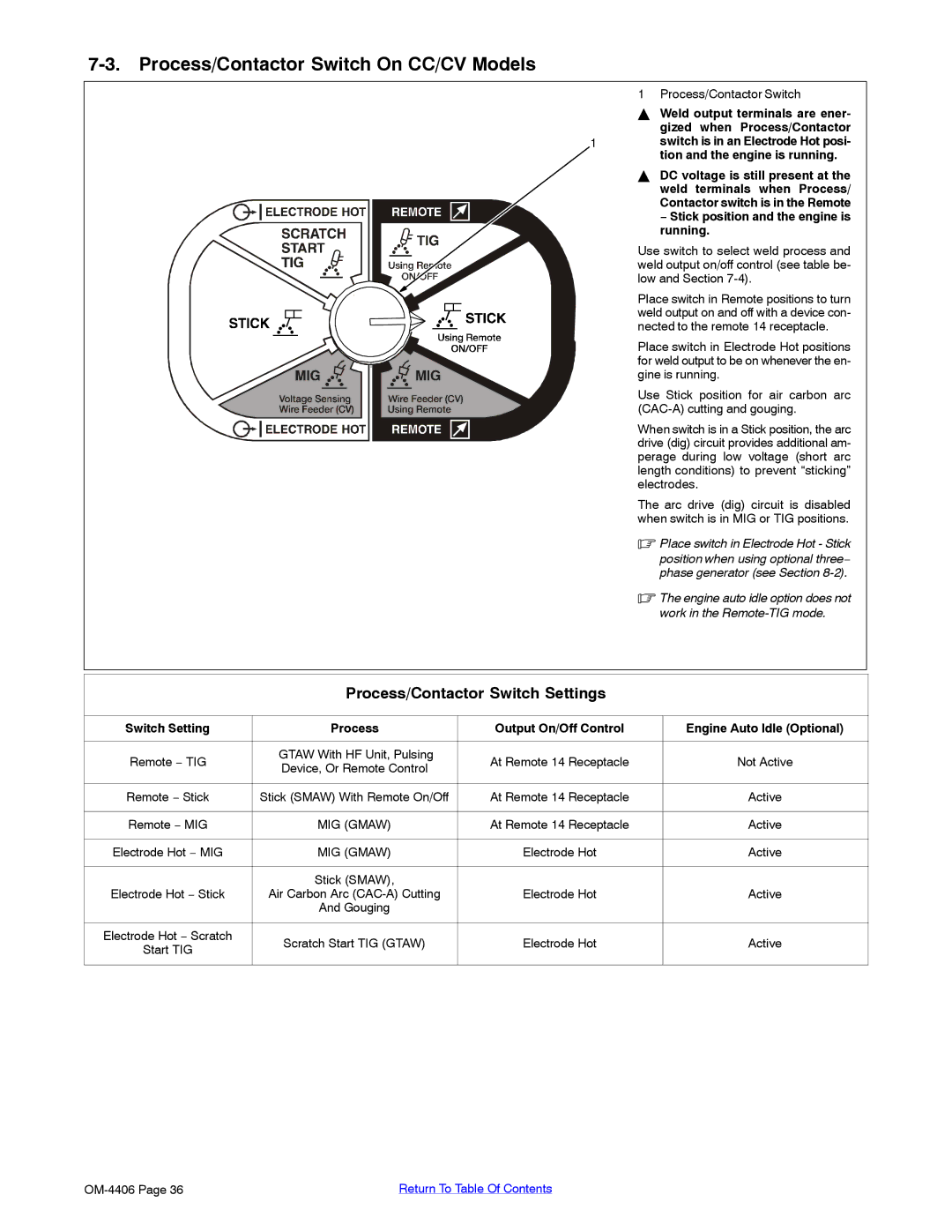
Process/Contactor Switch On CC/CV Models
Process/Contactor Switch Settings
Remote Voltage/Amperage Control On CC/CV Models Optional
Example Combination Remote Amperage Control Stick
Example Combination Remote Amperage Control TIG
At least once a month, run en
− Operating Auxiliary Equipment
Volt And 240 Volt Receptacles
Open, contact Factory Autho
Three-Phase Power Connection
Rear Of Panel
Close panel opening if no connections are made to generator
Optional Generator Power Receptacles
240 V 15 a AC South African Receptacle RC1
Circuit Breaker CB2 Circuit Breaker CB3
− Maintenance & Troubleshooting
Maintenance Label
Every 50 h
Routine Maintenance
Every 8 h
Every 100 h
Every 2000 h
Service
Every 1000 h
Caterpillar Customer Assistance
To clean air filter
Servicing Air Cleaner
By the warranty
Do not clean housing with air hose
Inspecting And Cleaning Optional Spark Arrestor Muffler
Stop engine and let cool. Reinstall cleanout plug
Tools Needed 3/8
Weld/Power Speed Adjustment
Adjusting Engine Speed
Idle Speed Adjustment
Engine Speed No Load
Servicing Fuel And Lubrication Systems
Overload Protection
Diagnostic Checks While Running
Diagnosing Causes Of Engine Fault Shutdowns
Pre-Start Diagnostic Checks
Start Engine With No Load Applied
Troubleshooting
Welding − CC Models
Welding − CC/CV Models
Standard Generator Power
Optional Three-Phase Generator Power CC/CV Models
Engine
Temperature is too high see Sections 5-7and
Wiring harness and components
Shutdown switch is released Out
Air in fuel system. See engine manual
− Electrical Diagrams
Circuit Diagram For CC Welding Generator
215 296-B
Circuit Diagram For CC/CV Welding Generator
215 297-B
− RUN-IN Procedure
Wetstacking
Welding Generator
Stop engine Do not touch hot exhaust
Run-In Procedure Using Load Bank
Procedure at less than
From flammables Do not Perform
From flammables
Run-In Procedure Using Resistance Grid
Bank/grid
Do not perform run-in
Selecting Equipment
− Generator Power Guidelines
Has this symbol
Grounding Generator To Truck Or Trailer Frame
Earth ground if supplying
Grounding When Supplying Building Systems
How Much Power Does Equipment Require?
Use ground device as stated Electrical codes
Industrial Motors Rating Starting Watts Running Watts
Approximate Power Requirements For Industrial Motors
Approximate Power Requirements For Farm/Home Equipment
Farm/Home Equipment Rating Starting Watts Running Watts
Approximate Power Requirements For Contractor Equipment
Contractor Rating Starting Watts Running Watts
Single-Phase Induction Motor Starting Requirements
Power Required To Start Motor
How Much Power Can Generator Supply?
KVA/HP x HP x 1000 = Starting Amperage
Typical Connections To Supply Standby Power
Selecting Extension Cord Use Shortest Cord Possible
Current Load Watts Amperes
− Parts List
117 116 103 102 115 FIG 114 105 104 101 120
113 108 100 CC only 119 110 109 111 -4 or
51 52
85 Fig
Dia Part Description Quantity
Dia Part Description Quantity Mkgs
095
Control Box Assembly − CC Models
Control Box Assembly − CC/CV Models
Control Box Assembly − CC/CV Models -1Item
Panel, Front w/Components − CC Models
MS1
Panel, Front w/Components − CC/CV Models
Panel, Front w/Components − CC/CV Models -1Item
PC6 192
PLG6
Hardware is common Not available unless listed
34 36 27 26
Main Rectifier Assembly -1Item
Main Rectifier Assembly
Page
Your distributor also gives
Support
Your distributor and/or equipment manufacturer’s
Miller Electric Mfg. Co
For assistance in filing or settling claims, contact
Transportation Department