Tools Needed:
3/4 in
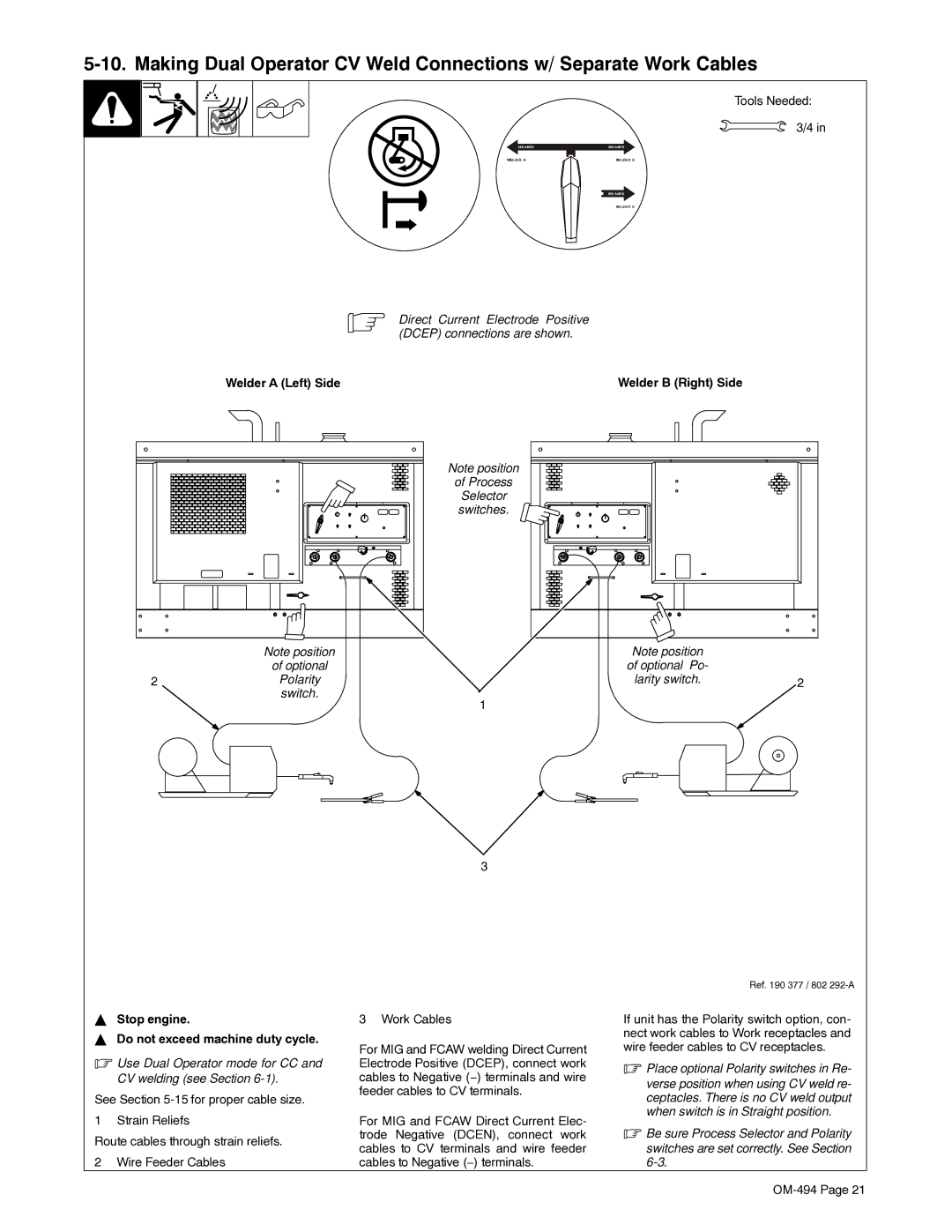
Direct Current Electrode Positive (DCEP) connections are shown.
Welder A (Left) Side | Welder B (Right) Side |
Note position
of Process
Selector switches.
| Note position | Note position |
|
| of optional | of optional Po- |
|
2 | Polarity | larity switch. | 2 |
| switch. | 1 |
|
|
|
|
3
|
|
| Ref. 190 377 / 802 | |
Y Stop engine. | 3 Work Cables | If unit has the Polarity switch option, con- | ||
Y Do not exceed machine duty cycle. |
| nect work cables to Work receptacles and | ||
For MIG and FCAW welding Direct Current | wire feeder cables to CV receptacles. | |||
. Use Dual Operator mode for CC and | ||||
Electrode Positive (DCEP), connect work | . Place optional Polarity switches in Re- | |||
| CV welding (see Section | cables to Negative (−) terminals and wire | ||
| verse position when using CV weld re- | |||
|
| feeder cables to CV terminals. | ||
See Section | ceptacles. There is no CV weld output | |||
| ||||
1 | Strain Reliefs | For MIG and FCAW Direct Current Elec- | when switch is in Straight position. | |
. Be sure Process Selector and Polarity | ||||
Route cables through strain reliefs. | trode Negative (DCEN), connect work | |||
cables to CV terminals and wire feeder | switches are set correctly. See Section | |||
|
| |||
2 | Wire Feeder Cables | cables to Negative (−) terminals. | ||