9-5. Gun Movement During Welding
NOTE
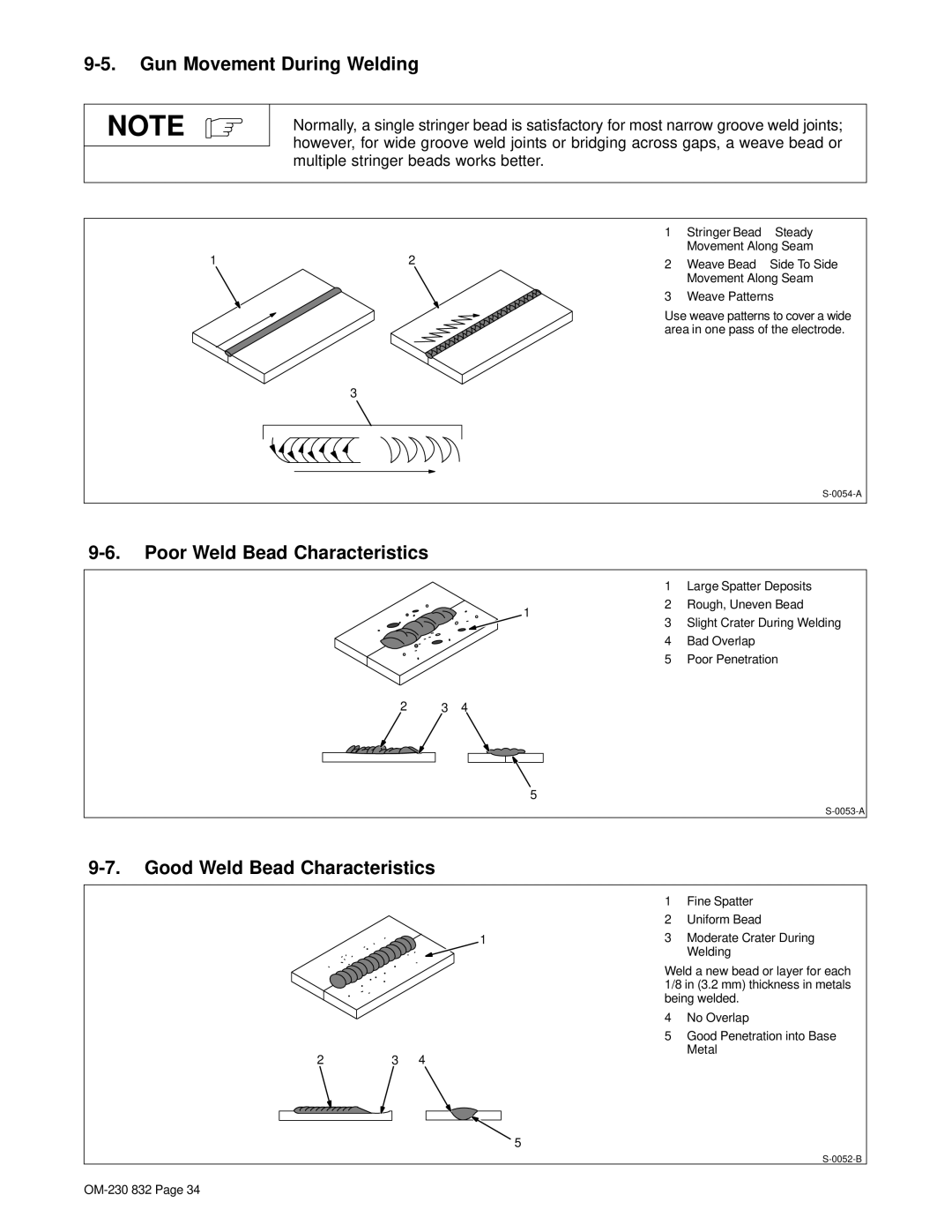
Normally, a single stringer bead is satisfactory for most narrow groove weld joints; however, for wide groove weld joints or bridging across gaps, a weave bead or multiple stringer beads works better.
1 | 2 |
3
1Stringer Bead − Steady Movement Along Seam
2Weave Bead − Side To Side Movement Along Seam
3Weave Patterns
Use weave patterns to cover a wide area in one pass of the electrode.
9-6. Poor Weld Bead Characteristics
1
2 | 3 | 4 |
1 Large Spatter Deposits
2 Rough, Uneven Bead
3 Slight Crater During Welding
4 Bad Overlap
5 Poor Penetration
5
9-7. Good Weld Bead Characteristics
1
2 | 3 | 4 |
1Fine Spatter
2Uniform Bead
3Moderate Crater During Welding
Weld a new bead or layer for each 1/8 in (3.2 mm) thickness in metals being welded.
4No Overlap
5Good Penetration into Base Metal
5