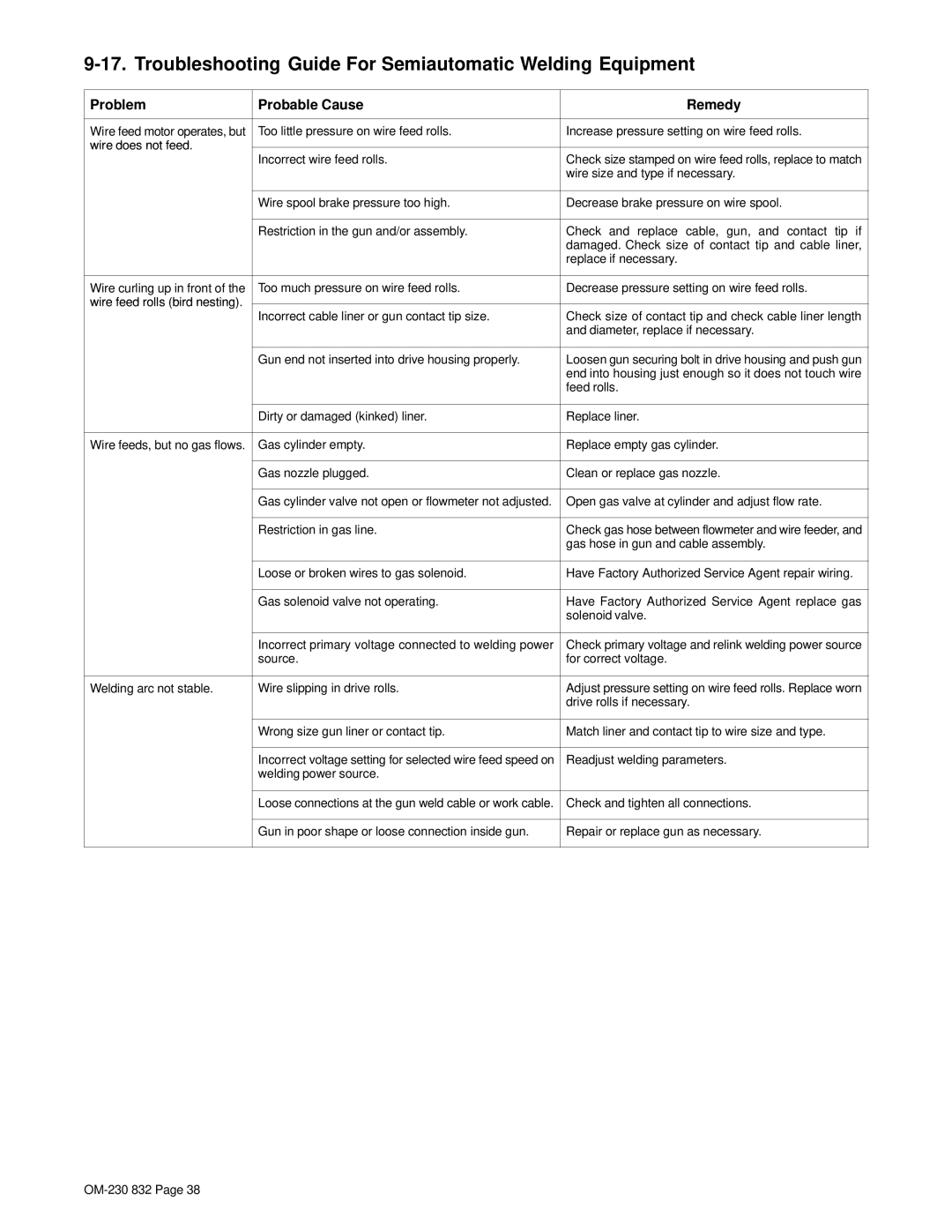
9-17. Troubleshooting Guide For Semiautomatic Welding Equipment
Problem | Probable Cause | Remedy | |
|
|
| |
Wire feed motor operates, but | Too little pressure on wire feed rolls. | Increase pressure setting on wire feed rolls. | |
wire does not feed. |
|
| |
Incorrect wire feed rolls. | Check size stamped on wire feed rolls, replace to match | ||
| |||
|
| wire size and type if necessary. | |
|
|
| |
| Wire spool brake pressure too high. | Decrease brake pressure on wire spool. | |
|
|
| |
| Restriction in the gun and/or assembly. | Check and replace cable, gun, and contact tip if | |
|
| damaged. Check size of contact tip and cable liner, | |
|
| replace if necessary. | |
|
|
| |
Wire curling up in front of the | Too much pressure on wire feed rolls. | Decrease pressure setting on wire feed rolls. | |
wire feed rolls (bird nesting). |
|
| |
Incorrect cable liner or gun contact tip size. | Check size of contact tip and check cable liner length | ||
| |||
|
| and diameter, replace if necessary. | |
|
|
| |
| Gun end not inserted into drive housing properly. | Loosen gun securing bolt in drive housing and push gun | |
|
| end into housing just enough so it does not touch wire | |
|
| feed rolls. | |
|
|
| |
| Dirty or damaged (kinked) liner. | Replace liner. | |
|
|
| |
Wire feeds, but no gas flows. | Gas cylinder empty. | Replace empty gas cylinder. | |
|
|
| |
| Gas nozzle plugged. | Clean or replace gas nozzle. | |
|
|
| |
| Gas cylinder valve not open or flowmeter not adjusted. | Open gas valve at cylinder and adjust flow rate. | |
|
|
| |
| Restriction in gas line. | Check gas hose between flowmeter and wire feeder, and | |
|
| gas hose in gun and cable assembly. | |
|
|
| |
| Loose or broken wires to gas solenoid. | Have Factory Authorized Service Agent repair wiring. | |
|
|
| |
| Gas solenoid valve not operating. | Have Factory Authorized Service Agent replace gas | |
|
| solenoid valve. | |
|
|
| |
| Incorrect primary voltage connected to welding power | Check primary voltage and relink welding power source | |
| source. | for correct voltage. | |
|
|
| |
Welding arc not stable. | Wire slipping in drive rolls. | Adjust pressure setting on wire feed rolls. Replace worn | |
|
| drive rolls if necessary. | |
|
|
| |
| Wrong size gun liner or contact tip. | Match liner and contact tip to wire size and type. | |
|
|
| |
| Incorrect voltage setting for selected wire feed speed on | Readjust welding parameters. | |
| welding power source. |
| |
|
|
| |
| Loose connections at the gun weld cable or work cable. | Check and tighten all connections. | |
|
|
| |
| Gun in poor shape or loose connection inside gun. | Repair or replace gun as necessary. | |
|
|
|