Deep Fluted Bowl Gouge – 1/4", 3/8" and 1/2", used for turning bowls & plates.
Square Scraper (Bedan) – 3/8” or 1/2", used to create square shoulders.
Large Round Nose (Domed) Scraper –
Parting Tool - 1/8", used for scraping, making a
Never allow the tool to rest in one place on the wheel, keep it moving and use a light touch.
Carbon steel tools can overheat easily and should be cooled frequently. If the edge turns blue, it has lost its temper and should be ground past the blue area.
11.3Spindle turning
Spindle turning takes place between the centers of the lathe. It requires a spur or drive center in the headstock and a live or dead center in the tailstock. A cup center rather than a cone center in the tailstock will often reduce the risk of splitting the stock.
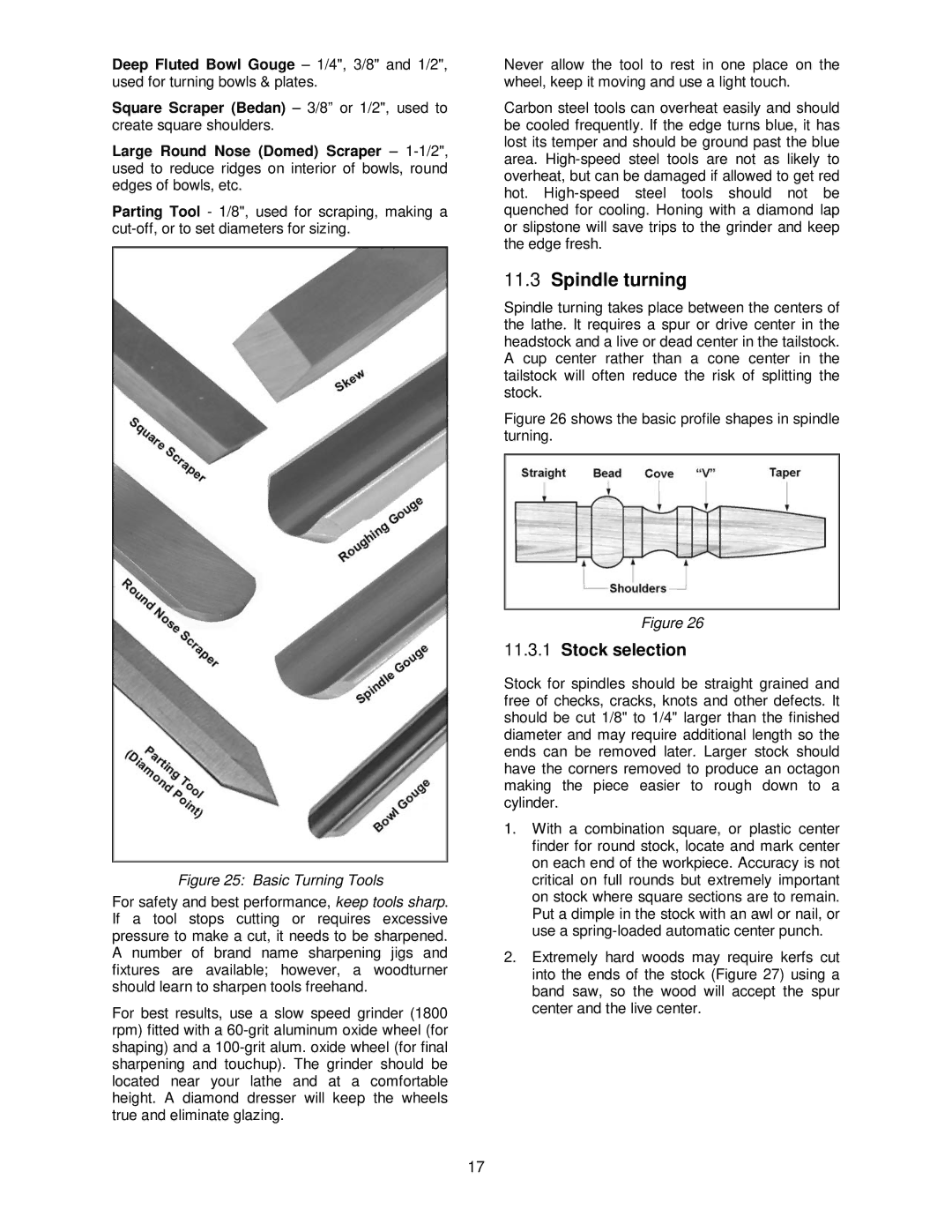
Figure 26 shows the basic profile shapes in spindle turning.
Figure 25: Basic Turning Tools
For safety and best performance, keep tools sharp. If a tool stops cutting or requires excessive pressure to make a cut, it needs to be sharpened. A number of brand name sharpening jigs and fixtures are available; however, a woodturner should learn to sharpen tools freehand.
For best results, use a slow speed grinder (1800 rpm) fitted with a
Figure 26
11.3.1Stock selection
Stock for spindles should be straight grained and free of checks, cracks, knots and other defects. It should be cut 1/8" to 1/4" larger than the finished diameter and may require additional length so the ends can be removed later. Larger stock should have the corners removed to produce an octagon making the piece easier to rough down to a cylinder.
1.With a combination square, or plastic center finder for round stock, locate and mark center on each end of the workpiece. Accuracy is not critical on full rounds but extremely important on stock where square sections are to remain. Put a dimple in the stock with an awl or nail, or use a
2.Extremely hard woods may require kerfs cut into the ends of the stock (Figure 27) using a band saw, so the wood will accept the spur center and the live center.
17