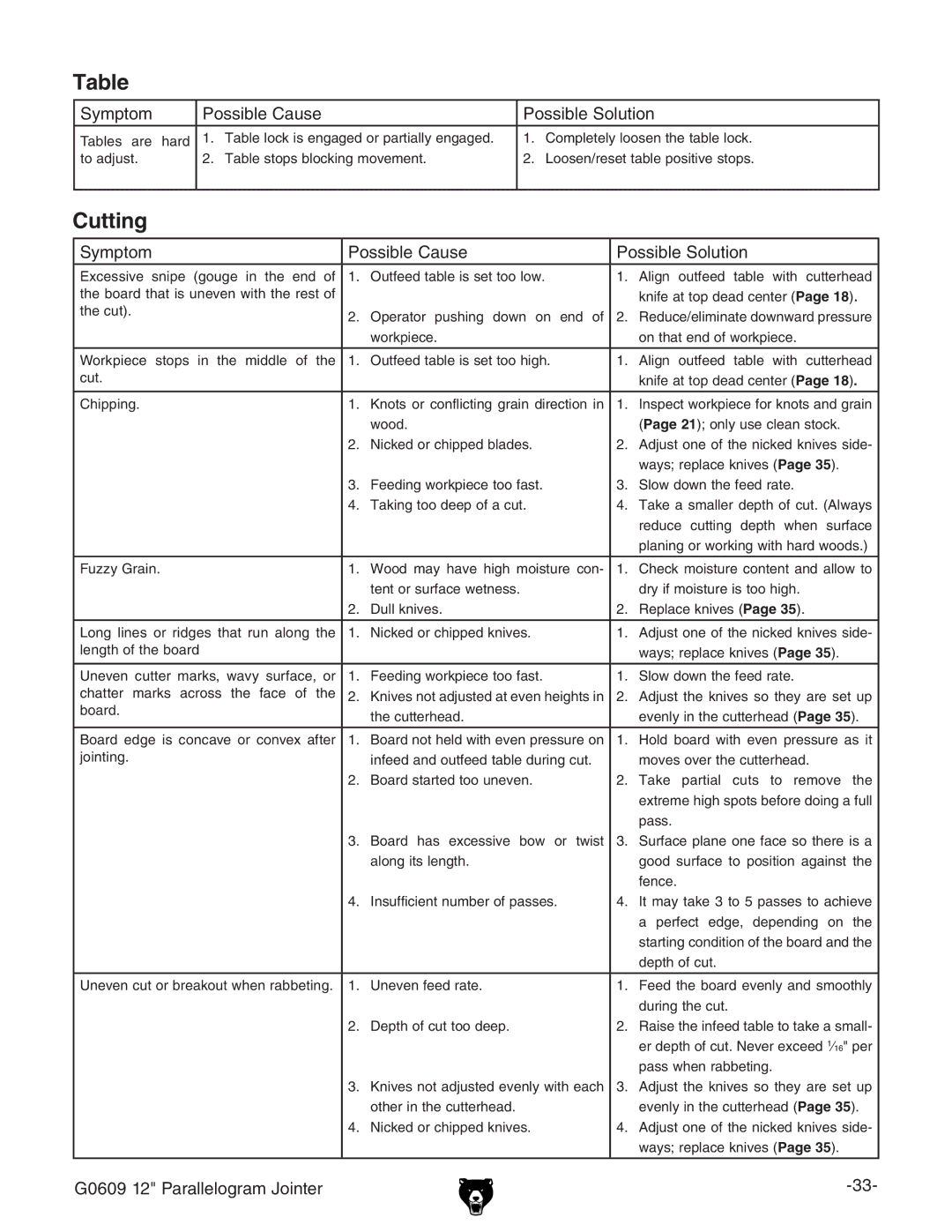
Table
Symptom | Possible Cause | Possible Solution | ||
Tables are hard | 1. | Table lock is engaged or partially engaged. | 1. | Completely loosen the table lock. |
to adjust. | 2. | Table stops blocking movement. | 2. | Loosen/reset table positive stops. |
|
|
|
|
|
Cutting
Symptom | Possible Cause | Possible Solution | ||
|
|
|
|
|
Excessive snipe (gouge in the end of | 1. | Outfeed table is set too low. | 1. | Align outfeed table with cutterhead |
the board that is uneven with the rest of |
|
|
| knife at top dead center (Page 18). |
the cut). | 2. | Operator pushing down on end of | 2. | Reduce/eliminate downward pressure |
| ||||
|
| workpiece. |
| on that end of workpiece. |
|
|
|
|
|
Workpiece stops in the middle of the | 1. | Outfeed table is set too high. | 1. | Align outfeed table with cutterhead |
cut. |
|
|
| knife at top dead center (Page 18). |
|
|
|
|
|
Chipping. | 1. | Knots or conflicting grain direction in | 1. | Inspect workpiece for knots and grain |
|
| wood. |
| (Page 21); only use clean stock. |
| 2. | Nicked or chipped blades. | 2. | Adjust one of the nicked knives side- |
|
|
|
| ways; replace knives (Page 35). |
| 3. | Feeding workpiece too fast. | 3. | Slow down the feed rate. |
| 4. | Taking too deep of a cut. | 4. | Take a smaller depth of cut. (Always |
|
|
|
| reduce cutting depth when surface |
|
|
|
| planing or working with hard woods.) |
|
|
|
|
|
Fuzzy Grain. | 1. | Wood may have high moisture con- | 1. | Check moisture content and allow to |
|
| tent or surface wetness. |
| dry if moisture is too high. |
| 2. | Dull knives. | 2. | Replace knives (Page 35). |
|
|
|
|
|
Long lines or ridges that run along the | 1. | Nicked or chipped knives. | 1. | Adjust one of the nicked knives side- |
length of the board |
|
|
| ways; replace knives (Page 35). |
|
|
|
|
|
Uneven cutter marks, wavy surface, or | 1. | Feeding workpiece too fast. | 1. | Slow down the feed rate. |
chatter marks across the face of the | 2. | Knives not adjusted at even heights in | 2. | Adjust the knives so they are set up |
board. |
| the cutterhead. |
| evenly in the cutterhead (Page 35). |
|
|
| ||
|
|
|
|
|
Board edge is concave or convex after | 1. | Board not held with even pressure on | 1. | Hold board with even pressure as it |
jointing. |
| infeed and outfeed table during cut. |
| moves over the cutterhead. |
| 2. | Board started too uneven. | 2. | Take partial cuts to remove the |
|
|
|
| extreme high spots before doing a full |
|
|
|
| pass. |
| 3. | Board has excessive bow or twist | 3. | Surface plane one face so there is a |
|
| along its length. |
| good surface to position against the |
|
|
|
| fence. |
| 4. | Insufficient number of passes. | 4. | It may take 3 to 5 passes to achieve |
|
|
|
| a perfect edge, depending on the |
|
|
|
| starting condition of the board and the |
|
|
|
| depth of cut. |
|
|
|
|
|
Uneven cut or breakout when rabbeting. | 1. | Uneven feed rate. | 1. | Feed the board evenly and smoothly |
|
|
|
| during the cut. |
| 2. | Depth of cut too deep. | 2. | Raise the infeed table to take a small- |
|
|
|
| er depth of cut. Never exceed 1⁄16" per |
|
|
|
| pass when rabbeting. |
| 3. | Knives not adjusted evenly with each | 3. | Adjust the knives so they are set up |
|
| other in the cutterhead. |
| evenly in the cutterhead (Page 35). |
| 4. | Nicked or chipped knives. | 4. | Adjust one of the nicked knives side- |
|
|
|
| ways; replace knives (Page 35). |
|
|
|
|
|
G0609 12" Parallelogram Jointer |
|
|
| |