5-2. Changing Or Cleaning Gun Drive Roll
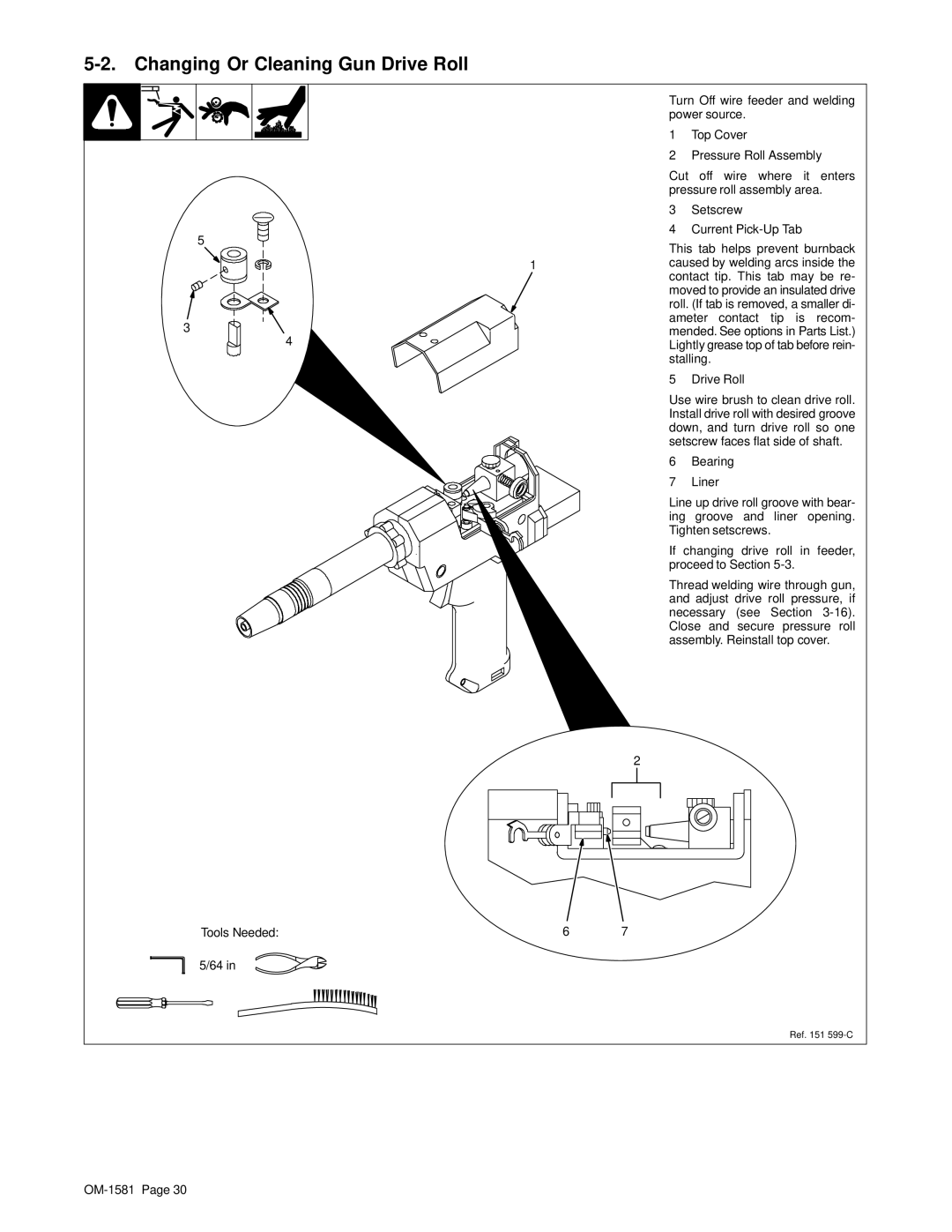
| Turn Off wire feeder and welding | ||
| power source. | ||
| 1 | Top Cover | |
| 2 | Pressure Roll Assembly | |
| Cut off wire where it enters | ||
| pressure roll assembly area. | ||
| 3 | Setscrew | |
5 | 4 | Current | |
This tab helps prevent burnback | |||
| |||
1 | caused by welding arcs inside the | ||
| contact tip. This tab may be re- | ||
| moved to provide an insulated drive | ||
| roll. (If tab is removed, a smaller di- | ||
3 | ameter contact tip is recom- | ||
mended. See options in Parts List.) | |||
4 | Lightly grease top of tab before rein- | ||
| |||
| stalling. | ||
| 5 | Drive Roll | |
| Use wire brush to clean drive roll. | ||
| Install drive roll with desired groove | ||
| down, and turn drive roll so one | ||
| setscrew faces flat side of shaft. | ||
| 6 | Bearing | |
| 7 | Liner | |
| Line up drive roll groove with bear- | ||
| ing groove and liner opening. | ||
| Tighten setscrews. | ||
If changing drive roll in feeder, proceed to Section
Thread welding wire through gun, and adjust drive roll pressure, if necessary (see Section
2
Tools Needed: | 6 | 7 |
5/64 in |
|
|
Ref. 151