4-4. Run-In Speed Control
| 1 |
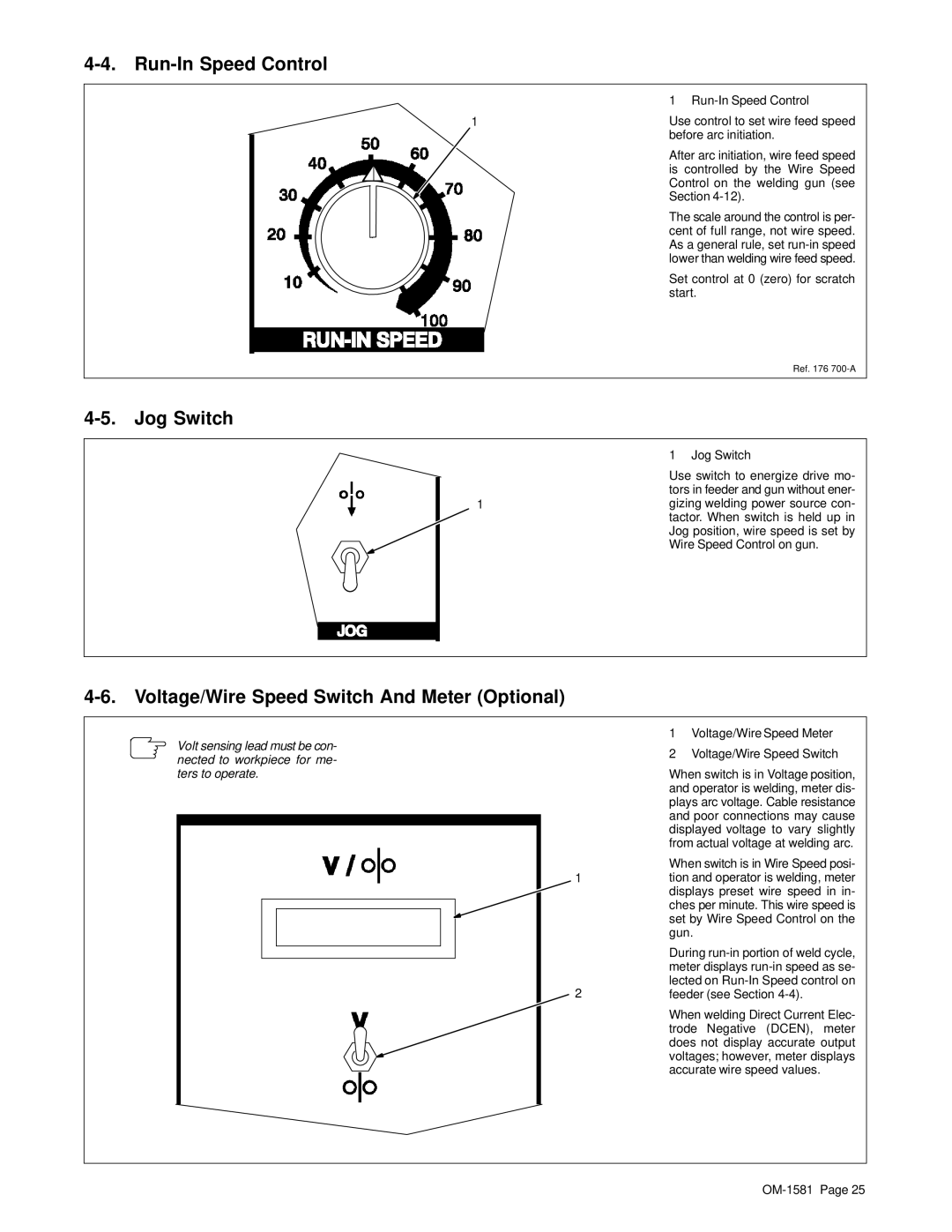
1 | Use control to set wire feed speed |
| before arc initiation. |
After arc initiation, wire feed speed is controlled by the Wire Speed Control on the welding gun (see Section
The scale around the control is per- cent of full range, not wire speed. As a general rule, set
Set control at 0 (zero) for scratch start.
Ref. 176
4-5. Jog Switch
1 Jog Switch
Use switch to energize drive mo- tors in feeder and gun without ener-
1gizing welding power source con- tactor. When switch is held up in Jog position, wire speed is set by Wire Speed Control on gun.
4-6. Voltage/Wire Speed Switch And Meter (Optional)
Volt sensing lead must be con- nected to workpiece for me- ters to operate.
1
2
1Voltage/Wire Speed Meter
2Voltage/Wire Speed Switch
When switch is in Voltage position, and operator is welding, meter dis- plays arc voltage. Cable resistance and poor connections may cause displayed voltage to vary slightly from actual voltage at welding arc.
When switch is in Wire Speed posi- tion and operator is welding, meter displays preset wire speed in in- ches per minute. This wire speed is set by Wire Speed Control on the gun.
During
When welding Direct Current Elec- trode Negative (DCEN), meter does not display accurate output voltages; however, meter displays accurate wire speed values.