Fluted Polypropylene (Coroplast® and other brand names)
Considerations
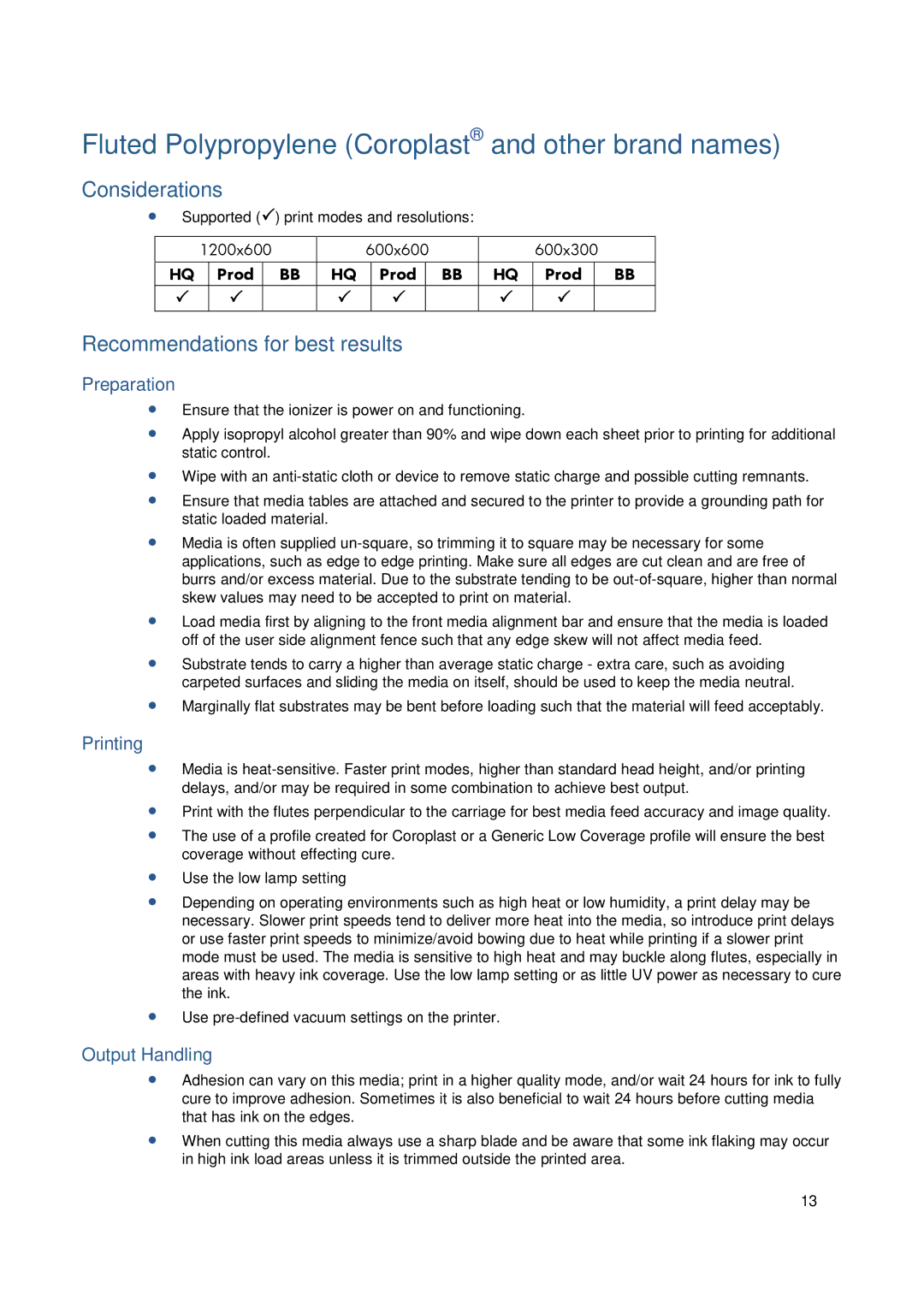
∙ Supported ( | ) print modes and resolutions: |
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
|
| 1200x600 |
| 600x600 |
| 600x300 |
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
| HQ | Prod |
| BB | HQ | Prod | BB | HQ | Prod |
| BB |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Recommendations for best results
Preparation
∙Ensure that the ionizer is power on and functioning.
∙Apply isopropyl alcohol greater than 90% and wipe down each sheet prior to printing for additional static control.
∙Wipe with an
∙Ensure that media tables are attached and secured to the printer to provide a grounding path for static loaded material.
∙Media is often supplied
∙Load media first by aligning to the front media alignment bar and ensure that the media is loaded off of the user side alignment fence such that any edge skew will not affect media feed.
∙Substrate tends to carry a higher than average static charge - extra care, such as avoiding carpeted surfaces and sliding the media on itself, should be used to keep the media neutral.
∙Marginally flat substrates may be bent before loading such that the material will feed acceptably.
Printing
∙Media is
∙Print with the flutes perpendicular to the carriage for best media feed accuracy and image quality.
∙The use of a profile created for Coroplast or a Generic Low Coverage profile will ensure the best coverage without effecting cure.
∙Use the low lamp setting
∙Depending on operating environments such as high heat or low humidity, a print delay may be necessary. Slower print speeds tend to deliver more heat into the media, so introduce print delays or use faster print speeds to minimize/avoid bowing due to heat while printing if a slower print mode must be used. The media is sensitive to high heat and may buckle along flutes, especially in areas with heavy ink coverage. Use the low lamp setting or as little UV power as necessary to cure the ink.
∙Use
Output Handling
∙Adhesion can vary on this media; print in a higher quality mode, and/or wait 24 hours for ink to fully cure to improve adhesion. Sometimes it is also beneficial to wait 24 hours before cutting media that has ink on the edges.
∙When cutting this media always use a sharp blade and be aware that some ink flaking may occur in high ink load areas unless it is trimmed outside the printed area.
13