OPERATION | ||
|
|
|
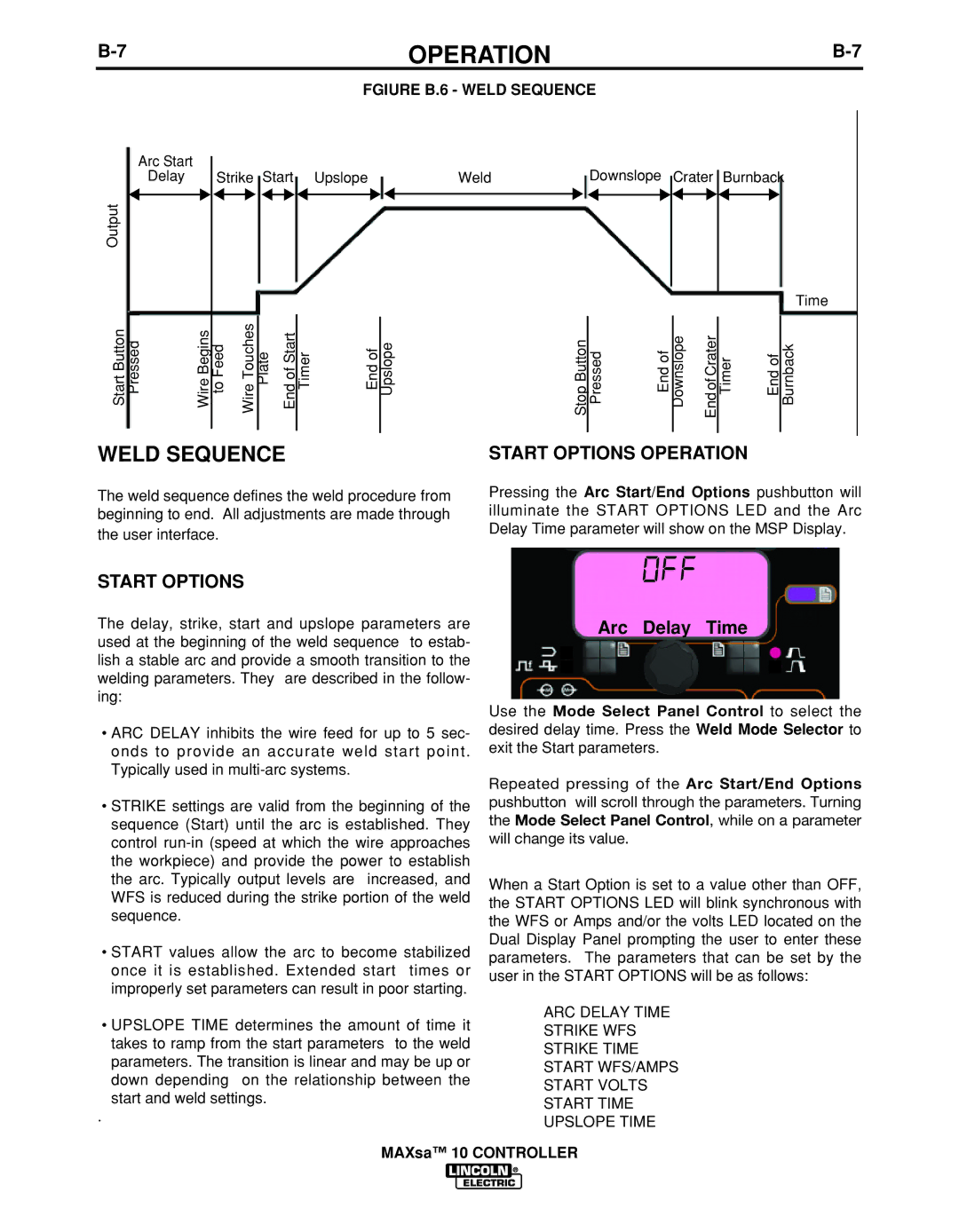
| FGIURE B.6 - WELD SEQUENCE |
|
Arc Start
Delay
Output
Strike Start Upslope |
|
| Weld |
| Downslope Crater | Burnback | ||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Time
Start Button Pressed | Wire Begins |
to Feed | Wire Touches |
|
|
Plate | End of Start |
|
|
Timer | End of |
Upslope | Stop Button | Pressed | End of | Downslope | Endof Crater |
|
|
|
|
|
|
Timer | End of |
|
|
Burnback
WELD SEQUENCE
The weld sequence defines the weld procedure from beginning to end. All adjustments are made through
the user interface.
START OPTIONS OPERATION
Pressing the Arc Start/End Options pushbutton will illuminate the START OPTIONS LED and the Arc Delay Time parameter will show on the MSP Display.
START OPTIONS
The delay, strike, start and upslope parameters are used at the beginning of the weld sequence to estab- lish a stable arc and provide a smooth transition to the welding parameters. They are described in the follow- ing:
•ARC DELAY inhibits the wire feed for up to 5 sec- onds to provide an accurate weld start point. Typically used in
•STRIKE settings are valid from the beginning of the sequence (Start) until the arc is established. They control
•START values allow the arc to become stabilized once it is established. Extended start times or improperly set parameters can result in poor starting.
•UPSLOPE TIME determines the amount of time it takes to ramp from the start parameters to the weld parameters. The transition is linear and may be up or down depending on the relationship between the start and weld settings.
.
OFF
Arc Delay Time
Use the Mode Select Panel Control to select the desired delay time. Press the Weld Mode Selector to exit the Start parameters.
Repeated pressing of the Arc Start/End Options pushbutton will scroll through the parameters. Turning the Mode Select Panel Control, while on a parameter will change its value.
When a Start Option is set to a value other than OFF, the START OPTIONS LED will blink synchronous with the WFS or Amps and/or the volts LED located on the Dual Display Panel prompting the user to enter these parameters. The parameters that can be set by the user in the START OPTIONS will be as follows:
ARC DELAY TIME
STRIKE WFS
STRIKE TIME
START WFS/AMPS
START VOLTS
START TIME
UPSLOPE TIME
MAXsa™ 10 CONTROLLER