INSTALLATION | ||
|
|
|
Work Cable Installation
Refer to Figure A.2.
1.Open the wire feed section door on the right side of the
2.Pass the end of the work cable that has the termi- nal lug with the smaller hole through the Work Cable Access Hole (1) in the case front.
3.Route the cable under and around the back of the Wire Feed Gearbox (6).
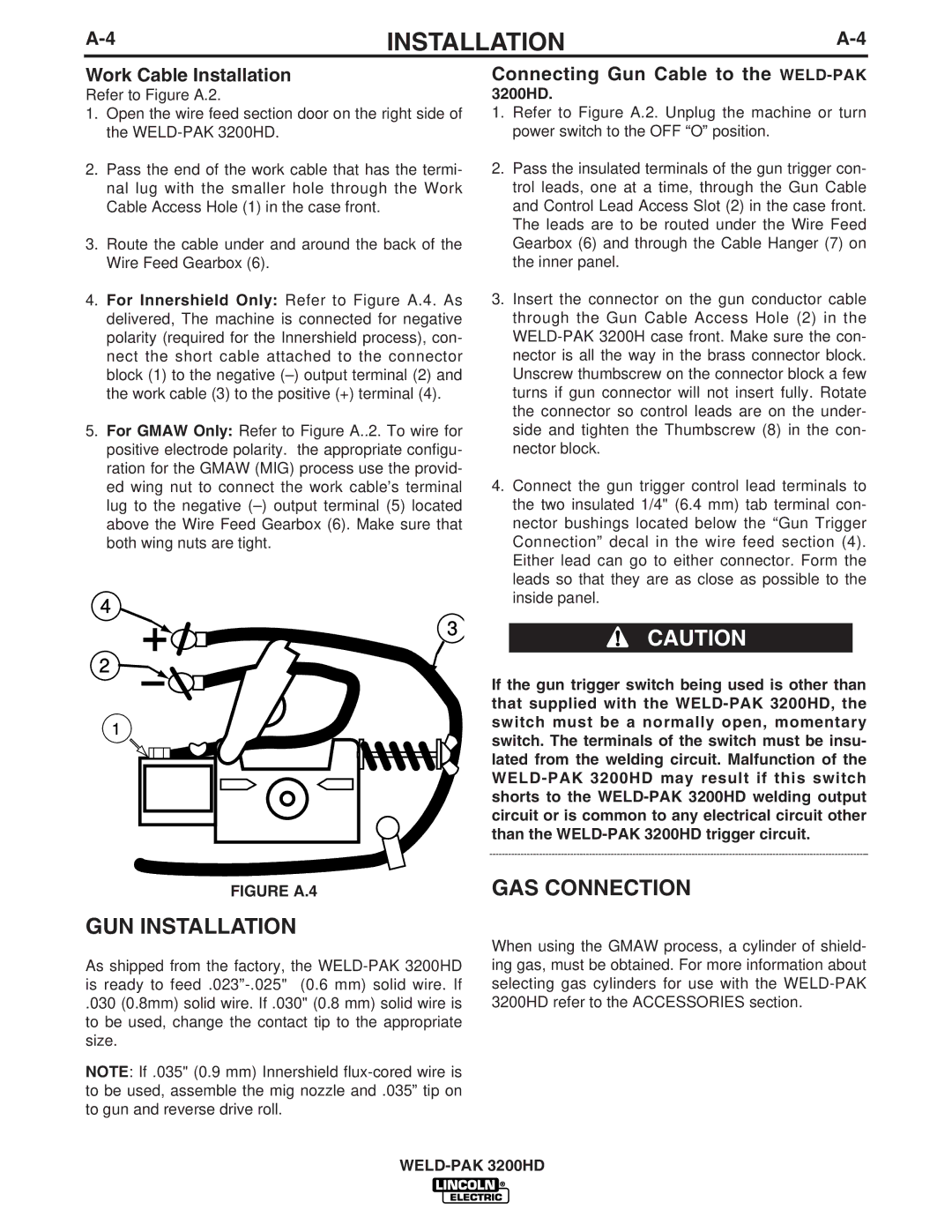
4.For Innershield Only: Refer to Figure A.4. As delivered, The machine is connected for negative polarity (required for the Innershield process), con- nect the short cable attached to the connector block (1) to the negative
5.For GMAW Only: Refer to Figure A..2. To wire for positive electrode polarity. the appropriate configu- ration for the GMAW (MIG) process use the provid- ed wing nut to connect the work cable’s terminal lug to the negative
4
3
2 ![]()
1
FIGURE A.4
GUN INSTALLATION
As shipped from the factory, the
.030 (0.8mm) solid wire. If .030" (0.8 mm) solid wire is to be used, change the contact tip to the appropriate size.
NOTE: If .035" (0.9 mm) Innershield
Connecting Gun Cable to the WELD-PAK
3200HD.
1.Refer to Figure A.2. Unplug the machine or turn power switch to the OFF “O” position.
2.Pass the insulated terminals of the gun trigger con- trol leads, one at a time, through the Gun Cable and Control Lead Access Slot (2) in the case front. The leads are to be routed under the Wire Feed Gearbox (6) and through the Cable Hanger (7) on the inner panel.
3.Insert the connector on the gun conductor cable through the Gun Cable Access Hole (2) in the
4.Connect the gun trigger control lead terminals to the two insulated 1/4" (6.4 mm) tab terminal con- nector bushings located below the “Gun Trigger Connection” decal in the wire feed section (4). Either lead can go to either connector. Form the leads so that they are as close as possible to the inside panel.
CAUTION
If the gun trigger switch being used is other than that supplied with the
GAS CONNECTION
When using the GMAW process, a cylinder of shield- ing gas, must be obtained. For more information about selecting gas cylinders for use with the