|
|
|
|
|
|
| OPERATION | |||||
| TIPS FOR IMPROVED TIG STARTING | If start power is set within the incremental range | ||||||||||
|
|
|
|
|
|
|
|
|
|
| mode, the machine tries to start electrode positive at a | |
| 1. Start Current: |
|
|
|
|
| relative setting of 1. If the arc fails to establish it will | |||||
|
|
|
|
|
| repeat the start sequence each time by incrementing | ||||||
| For the best AC or DC TIG starting characteristics it | the amount of electrode positive energy by 10% (0.1) | ||||||||||
| may be necessary to adjust the start current on the | up to the start power limit setting or until the arc estab- | ||||||||||
| front panel depending on the tungsten size. In gener- | lishes. For comparison a start power limit of 2 if | ||||||||||
| al, larger tungsten requires more energy to establish | reached will have twice the energy of the starting point | ||||||||||
| an arc than smaller tungsten. As an initial guideline, | of 1. If the tungsten has too much of a ball on it or | ||||||||||
| set the start current according to the following recom- | appears to be super heating during starts the start | ||||||||||
| mendations: |
|
|
|
|
| power limit can be turned down. In the manual setting | |||||
|
|
|
|
|
| range, the start power will not keep incrementing up to | ||||||
| Tungsten Size (in.) |
|
| Start Current (Amps) |
| a limit. Instead the start power stays at whatever level | ||||||
|
|
| ||||||||||
| 0.020, 0.040 1/16th |
|
|
| is set. For example a setting of 0.5 will start the | |||||||
| 3/32 th |
|
|
| machine with half the normal starting energy of 1. | |||||||
| 1/8th |
|
|
| STICK CRISP MODE DYNAMIC CURRENT | |||||||
| 2. DC Strike Current: |
|
|
|
|
| ||||||
|
|
|
|
|
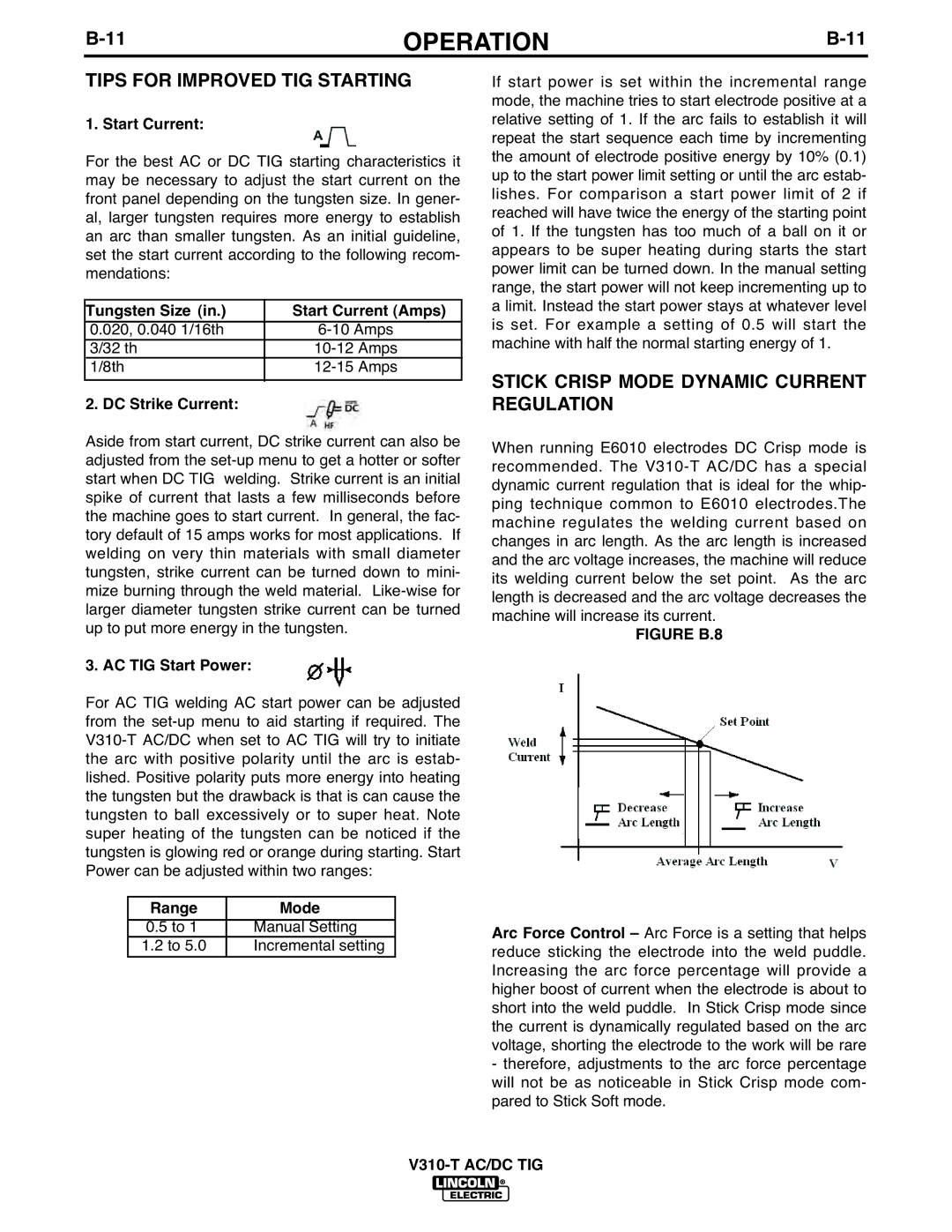
| REGULATION |
| |||||
| Aside from start current, DC strike current can also be | When running E6010 electrodes DC Crisp mode is | ||||||||||
| adjusted from the | recommended. The | ||||||||||
| start when DC TIG welding. Strike current is an initial | dynamic current regulation that is ideal for the whip- | ||||||||||
| spike of current that lasts a few milliseconds before | ping technique common to E6010 electrodes.The | ||||||||||
| the machine goes to start current. In general, the fac- | machine regulates the welding current based on | ||||||||||
| tory default of 15 amps works for most applications. If | changes in arc length. As the arc length is increased | ||||||||||
| welding on very thin materials with small diameter | and the arc voltage increases, the machine will reduce | ||||||||||
| tungsten, strike current can be turned down to mini- | its welding current below the set point. | As the arc | |||||||||
| mize burning through the weld material. | length is decreased and the arc voltage decreases the | ||||||||||
| larger diameter tungsten strike current can be turned | machine will increase its current. |
| |||||||||
| up to put more energy in the tungsten. | FIGURE B.8 |
| |||||||||
| 3. AC TIG Start Power: |
|
|
|
|
|
|
| ||||
| For AC TIG welding AC start power can be adjusted |
|
| |||||||||
| from the |
|
| |||||||||
|
|
| ||||||||||
| the arc with positive polarity until the arc is estab- |
|
| |||||||||
| lished. Positive polarity puts more energy into heating |
|
| |||||||||
| the tungsten but the drawback is that is can cause the |
|
| |||||||||
| tungsten to ball excessively or to super heat. Note |
|
| |||||||||
| super heating of the tungsten can be noticed if the |
|
| |||||||||
| tungsten is glowing red or orange during starting. Start |
|
| |||||||||
| Power can be adjusted within two ranges: |
|
| |||||||||
|
|
| Range |
|
|
|
| Mode |
|
|
| |
|
|
|
|
|
|
|
|
|
| |||
|
|
| 0.5 to 1 |
|
| Manual Setting |
|
| Arc Force Control – Arc Force is a setting that helps | |||
|
|
| 1.2 to 5.0 |
|
| Incremental setting |
| reduce sticking the electrode into the weld puddle. | ||||
|
|
|
|
|
|
|
|
|
|
| Increasing the arc force percentage will provide a | |
|
|
|
|
|
|
|
|
|
|
| higher boost of current when the electrode is about to | |
|
|
|
|
|
|
|
|
|
|
| short into the weld puddle. In Stick Crisp mode since | |
|
|
|
|
|
|
|
|
|
|
| the current is dynamically regulated based on the arc | |
|
|
|
|
|
|
|
|
|
|
| voltage, shorting the electrode to the work will be rare | |
|
|
|
|
|
|
|
|
|
|
| - therefore, adjustments to the arc force percentage | |
|
|
|
|
|
|
|
|
|
|
| will not be as noticeable in Stick Crisp mode com- | |
|
|
|
|
|
|
|
|
|
|
| pared to Stick Soft mode. |
|