|
|
|
| OPERATION |
|
|
|
| |||||||
| 3. The Mode Push Buttons and Indicators show the |
|
|
|
|
|
|
| |||||||
| current selection made by the corresponding weld |
|
|
|
|
|
|
| mode is only available when the | ||||||
|
|
|
|
|
|
|
| ||||||||
| push buttons |
|
|
|
| 2S |
| machine senses a remote amperage | |||||||
|
|
|
|
|
| ||||||||||
| of all parameters and their ranges. Below is a |
|
|
|
|
|
|
| control device is plugged in. It is used | ||||||
| description of the function of each push button and |
|
|
|
|
|
|
| when a foot or hand amptrol is | ||||||
| display: |
|
|
|
|
|
|
|
|
|
|
| plugged in. When this trigger mode is | ||
| A. WELDING MODES |
|
|
|
|
|
|
|
|
|
| selected, upslope and downslope are | |||
|
|
|
|
|
|
|
|
|
|
| set to zero and | ||||
|
|
|
|
|
|
|
| ||||||||
|
|
| DC TIG - DC TIG welding with high |
|
|
|
|
|
|
|
| the operator would manually adjust | |||
|
|
|
|
|
|
|
| ||||||||
|
|
| frequency arc initiation. |
|
|
|
|
|
|
|
|
|
| ramp up and ramp down of the weld- | |
|
|
|
|
|
|
|
|
|
|
|
|
| ing current using the amptrol. The | ||
|
|
| AC TIG - AC TIG welding with high |
|
|
|
|
|
|
| start and finish currents are linked | ||||
|
|
| frequency arc initiation. |
|
|
|
|
|
|
|
|
|
| together and are repesented by a | |
|
|
|
|
|
|
|
|
|
|
|
|
| parameter called Minimum Current. | ||
|
|
|
|
|
|
|
|
|
|
|
| (Refer to Figure B.5) |
| ||
|
|
| DC Touch Start TIG - DC TIG welding with |
|
|
|
|
| |||||||
|
|
| lift tig arc initiation. |
|
|
|
|
|
|
|
|
|
| Four Step - This mode is intended to | |
|
|
| Stick crisp mode - for Cellulosic electrodes |
|
|
|
|
|
|
| be used with an arc start switch. It will | ||||
|
|
| like Exx10. |
|
|
|
|
|
|
|
|
|
| not function properly in remote mode | |
|
|
|
|
|
|
|
|
|
|
|
|
| with a foot or hand amptrol plugged | ||
|
|
| Stick soft mode - for E7018 Low Hydrogen |
|
|
|
|
|
|
| in. In four step operation depressing | ||||
|
|
| electrodes. |
|
|
|
|
|
|
|
|
|
| an arc start switch will cause the | |
|
|
|
|
|
|
|
|
|
|
|
|
| machine to initiate the arc at the start | ||
|
|
|
|
|
|
|
|
|
|
|
|
|
| current level. When the switch is | |
|
|
| AC Stick Mode - for AC Stick Electrodes. |
|
|
|
| ||||||||
|
|
|
|
|
|
|
|
|
| released the machine will ramp up to | |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| the maximum current over the ups- | |
|
|
| Table B.2 |
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
| lope time. Depressing the arc start | ||
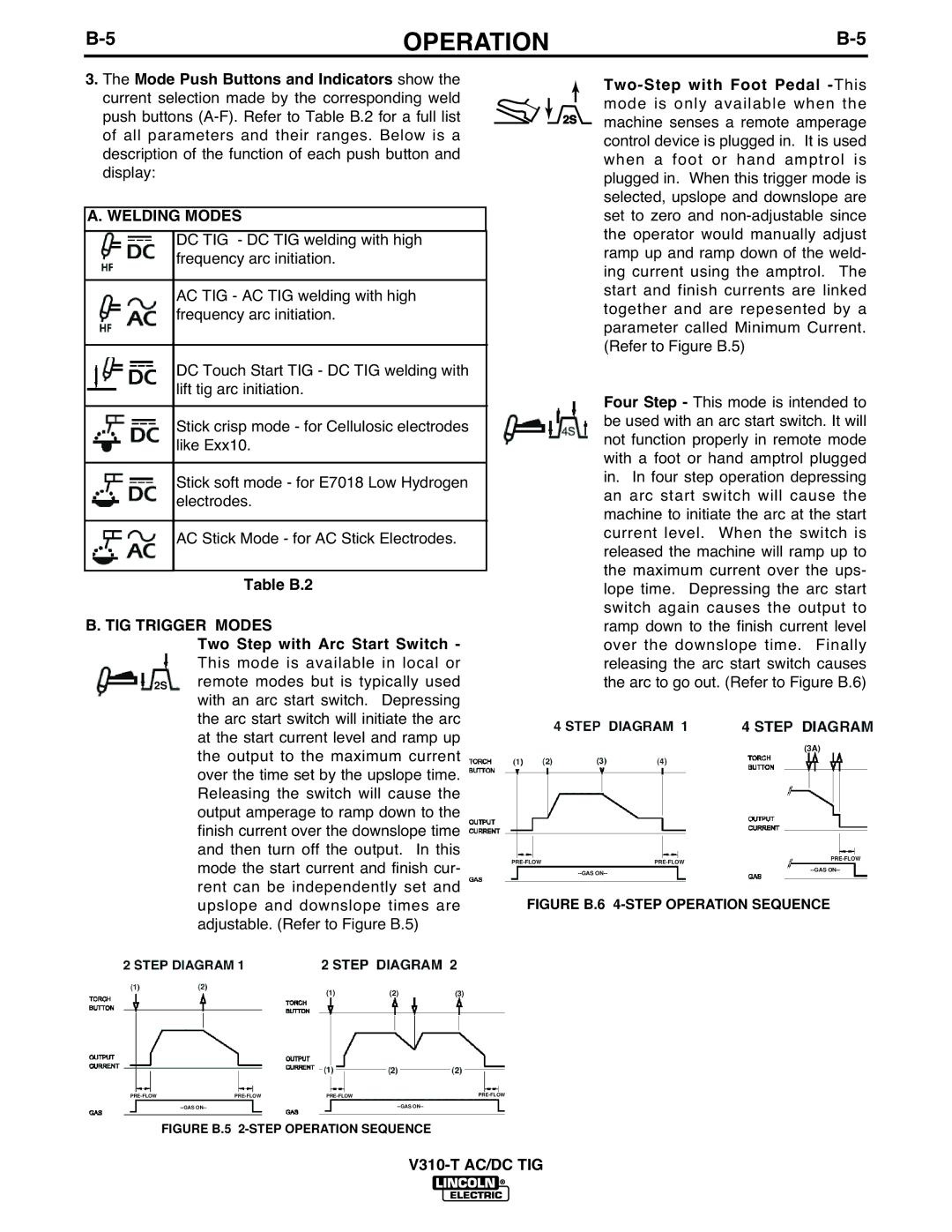
| B. TIG TRIGGER MODES |
|
|
|
|
|
|
|
|
|
| switch again causes the output to | |||
|
|
|
|
|
|
|
|
|
|
| ramp down to the finish current level | ||||
|
|
| Two Step with Arc Start Switch - |
|
|
|
|
|
|
| over the downslope time. | Finally | |||
|
|
| This mode is available in local or |
|
|
|
|
|
|
| releasing the arc start switch causes | ||||
|
| 2S | remote modes but is typically used |
|
|
|
|
|
|
| the arc to go out. (Refer to Figure B.6) | ||||
|
|
| with an arc start switch. Depressing |
|
|
|
|
|
|
|
|
| |||
|
|
| the arc start switch will initiate the arc |
|
|
|
|
|
|
|
|
| |||
|
|
| at the start current level and ramp up |
|
|
|
|
|
|
|
| (3A) | |||
|
|
| the output to the maximum current |
|
|
|
|
|
|
|
|
| |||
|
|
| over the time set by the upslope time. |
|
|
|
|
|
|
|
|
| |||
|
|
| Releasing the switch will cause the |
|
|
|
|
|
|
|
|
| |||
|
|
| output amperage to ramp down to the |
|
|
|
|
|
|
|
|
| |||
|
|
| finish current over the downslope time |
|
|
|
|
|
|
|
|
| |||
|
|
| and then turn off the output. | In this |
|
|
|
| |||||||
|
|
| mode the start current and finish cur- |
|
|
|
|
| |||||||
|
|
| rent can be independently set and |
|
|
|
|
|
|
|
|
| |||
|
|
| upslope and downslope times are |
| FIGURE B.6 | ||||||||||
|
|
| adjustable. (Refer to Figure B.5) |
|
|
|
|
|
|
|
|
| |||
|
|
| (1) | (2) | (3) |
|
|
|
|
|
|
|
|
|
|
|
|