|
|
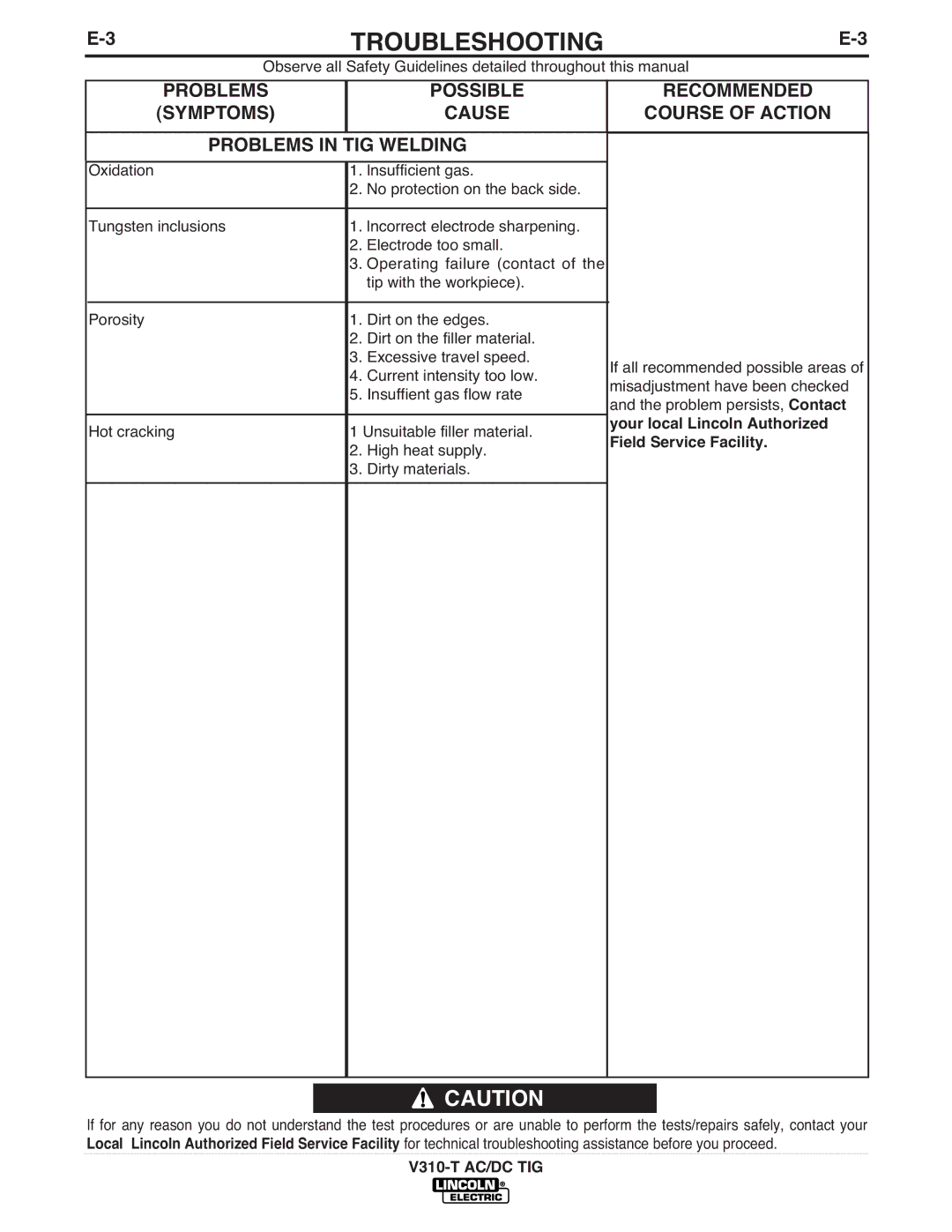
| TROUBLESHOOTING |
|
| |||
|
| Observe all Safety Guidelines detailed throughout this manual |
| |||||
|
| PROBLEMS |
|
| POSSIBLE |
| RECOMMENDED |
|
|
|
|
|
|
| |||
|
| (SYMPTOMS) |
|
| CAUSE |
| COURSE OF ACTION |
|
|
| PROBLEMS IN |
| TIG WELDING |
|
|
| |
|
|
|
|
|
| |||
| Oxidation |
|
| 1. lnsufficient gas. |
|
|
| |
|
|
|
|
|
| |||
|
|
| 2. | No protection on the back side. |
|
|
| |
| Tungsten inclusions |
| 1. lncorrect electrode sharpening. |
|
|
| ||
|
|
| 2. | Electrode too small. |
|
|
| |
|
|
| 3. | Operating failure (contact of the |
|
|
| |
|
|
|
|
| tip with the workpiece). |
|
|
|
| Porosity |
|
| 1. Dirt on the edges. |
|
|
| |
|
|
| 2. | Dirt on the filler material. |
| If all recommended possible areas of | ||
|
|
| 3. | Excessive travel speed. |
| |||
|
|
| 4. | Current intensity too low. |
| misadjustment have been checked | ||
|
|
| 5. | Insuffient gas flow rate |
| and the problem persists, Contact | ||
| Hot cracking |
| 1 Unsuitable filler material. |
| your local Lincoln Authorized |
| ||
|
|
| 2. | High heat supply. |
| Field Service Facility. |
| |
|
|
| 3. | Dirty materials. |
|
|
| |
CAUTION
If for any reason you do not understand the test procedures or are unable to perform the tests/repairs safely, contact your Local Lincoln Authorized Field Service Facility for technical troubleshooting assistance before you proceed.