| 4 |
| APPRENEZ À SOUDER |
| 4 |
|
|
|
|
|
|
SÉLECTION DU PROCÉDÉ
En acquérant plus de connaissances concernant les différences entre les deux procédés, on devient capa- ble de sélectionner le meilleur procédé pour le travail
àeffectuer. Au moment de choisir un procédé, il faut tenir compte des éléments suivants :
Pour le procédé GMAW (MIG)
1.La plus grande partie du soudage
2.
3.Des soudures propres et avec des finitions de bonne apparence
4.Le métal de base doit être propre.
Si la réponse à toutes les questions précédentes est affirmative, le GMAW peut être le procédé idéal. Si l’une des réponses
Pour le procédé FCAW (Innershield)
1.Simplicité ou portabilité?
2.Le soudage
3.Une bonne capacité de soudage dans toutes les positions
4.La plus grande partie du soudage
5.La soudure doit être nettoyée avant de peindre.
6.Noter que la machine peut être réglée ou non pour travailler avec les deux procédés FCAW et GMAW. Se référer au « Manuel de l’Opérateur » pour déter- miner les Accessoires en Option qui sont néces- saires pour s’adapter à la machine.
MÉTAUX COMMUNS
La plupart des métaux qu’on trouve près de la grange, des petits ateliers ou de la maison sont des aciers à faible teneur en carbone, auxquels on se réfère parfois sous le nom d’aciers doux. Les produits typiques fabriqués avec cette sorte d’acier comprennent la plupart des feuilles de métal, des plaques, des tuyauteries et des formes enroulées telles que des éclisses en U et des fers d’an- gles. Ce type d’acier peut en général être facilement soudé sans précautions spéciales. Cependant, certains aciers contiennent des niveaux plus élevés de carbone ou d’autres alliages et sont plus difficiles à souder. Fondamentalement, si un aimant se colle au métal et si on peut facilement couper le métal avec une lime, il est probable que le métal soit de l’acier doux et qu’on puisse souder le matériau. Si on veut souder sur de l’aluminium, des rouleaux conducteurs spéciaux ou des Kits de Soudage d’aluminium peuvent être nécessaires ou forte- ment recommandés. Consulter le Manuel de l’Opérateur de la machine. Un gaz de protection d’Argon pur et une bobine de fil de soudage en aluminium sera aussi néces- saire. Pour de plus amples informations concernant l’i- dentification de plusieurs types d’aciers et d’autre métaux, et les procédures appropriées pour les souder, il est recommandé d’acheter une copie de la publication « Métaux et Comment les Souder ».
Indépendamment du type de métal à souder, afin d’obtenir une soudure de qualité, il est important que le métal soit sans huile, sans peinture, sans rouille et sans autres polluants.
TYPES DE JOINTS ET POSITIONS
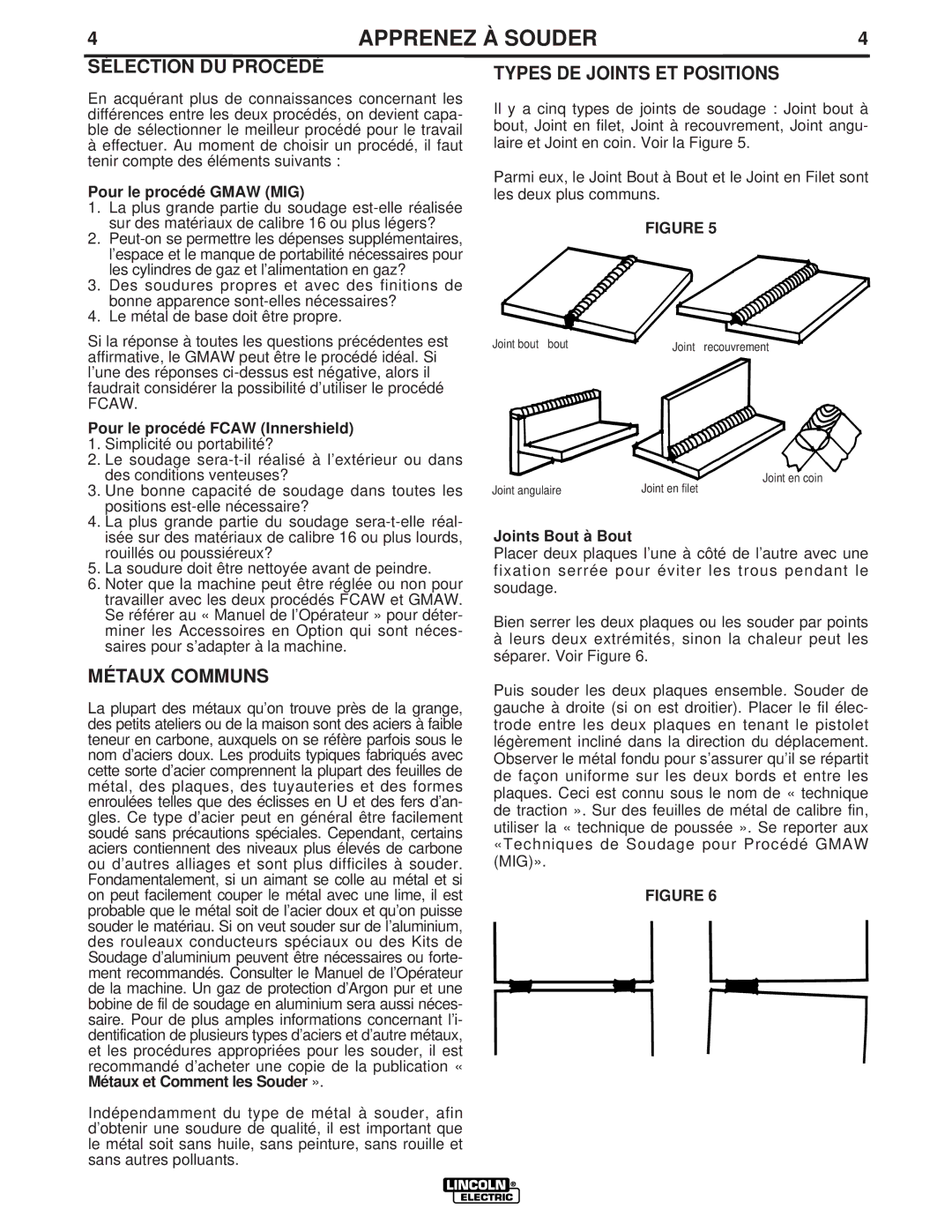
Il y a cinq types de joints de soudage : Joint bout à bout, Joint en filet, Joint à recouvrement, Joint angu- laire et Joint en coin. Voir la Figure 5.
Parmi eux, le Joint Bout à Bout et le Joint en Filet sont les deux plus communs.
FIGURE 5
Joint bout bout | Joint recouvrement |
Joint en coin
Joint angulaire | Joint en filet |
Joints Bout à Bout
Placer deux plaques l’une à côté de l’autre avec une fixation serrée pour éviter les trous pendant le soudage.
Bien serrer les deux plaques ou les souder par points
àleurs deux extrémités, sinon la chaleur peut les séparer. Voir Figure 6.
Puis souder les deux plaques ensemble. Souder de gauche à droite (si on est droitier). Placer le fil élec- trode entre les deux plaques en tenant le pistolet légèrement incliné dans la direction du déplacement. Observer le métal fondu pour s’assurer qu’il se répartit de façon uniforme sur les deux bords et entre les plaques. Ceci est connu sous le nom de « technique de traction ». Sur des feuilles de métal de calibre fin, utiliser la « technique de poussée ». Se reporter aux
«Techniques de Soudage pour Procédé GMAW (MIG)».
FIGURE 6