10 | APPRENEZ À SOUDER | 10 |
|
|
|
3.La Distance Correcte entre la Pointe de Contact et le Travail (CTWD)
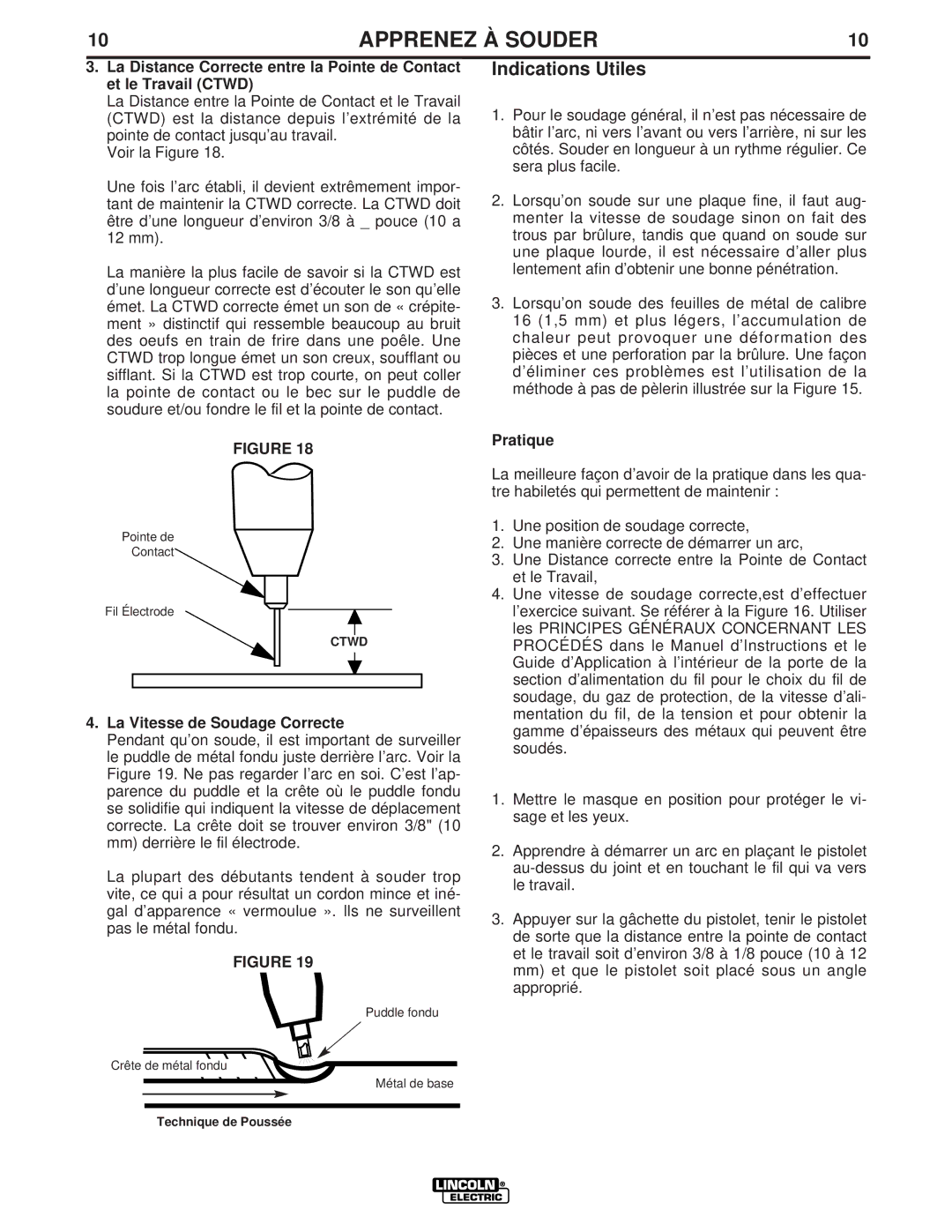
La Distance entre la Pointe de Contact et le Travail (CTWD) est la distance depuis l’extrémité de la pointe de contact jusqu’au travail.
Voir la Figure 18.
Une fois l’arc établi, il devient extrêmement impor- tant de maintenir la CTWD correcte. La CTWD doit être d’une longueur d’environ 3/8 à _ pouce (10 a 12 mm).
La manière la plus facile de savoir si la CTWD est d’une longueur correcte est d’écouter le son qu’elle émet. La CTWD correcte émet un son de « crépite- ment » distinctif qui ressemble beaucoup au bruit des oeufs en train de frire dans une poêle. Une CTWD trop longue émet un son creux, soufflant ou sifflant. Si la CTWD est trop courte, on peut coller la pointe de contact ou le bec sur le puddle de soudure et/ou fondre le fil et la pointe de contact.
FIGURE 18
Pointe de
Contact
Fil Électrode
CTWD
4.La Vitesse de Soudage Correcte
Pendant qu’on soude, il est important de surveiller le puddle de métal fondu juste derrière l’arc. Voir la Figure 19. Ne pas regarder l’arc en soi. C’est l’ap- parence du puddle et la crête où le puddle fondu se solidifie qui indiquent la vitesse de déplacement correcte. La crête doit se trouver environ 3/8" (10 mm) derrière le fil électrode.
La plupart des débutants tendent à souder trop vite, ce qui a pour résultat un cordon mince et iné- gal d’apparence « vermoulue ». Ils ne surveillent pas le métal fondu.
FIGURE 19
Puddle fondu
Crête de métal fondu
Métal de base
Indications Utiles
1.Pour le soudage général, il n’est pas nécessaire de bâtir l’arc, ni vers l’avant ou vers l’arrière, ni sur les côtés. Souder en longueur à un rythme régulier. Ce sera plus facile.
2.Lorsqu’on soude sur une plaque fine, il faut aug- menter la vitesse de soudage sinon on fait des trous par brûlure, tandis que quand on soude sur une plaque lourde, il est nécessaire d’aller plus lentement afin d’obtenir une bonne pénétration.
3.Lorsqu’on soude des feuilles de métal de calibre 16 (1,5 mm) et plus légers, l’accumulation de chaleur peut provoquer une déformation des pièces et une perforation par la brûlure. Une façon d’éliminer ces problèmes est l’utilisation de la méthode à pas de pèlerin illustrée sur la Figure 15.
Pratique
La meilleure façon d’avoir de la pratique dans les qua- tre habiletés qui permettent de maintenir :
1.Une position de soudage correcte,
2.Une manière correcte de démarrer un arc,
3.Une Distance correcte entre la Pointe de Contact et le Travail,
4.Une vitesse de soudage correcte,est d’effectuer l’exercice suivant. Se référer à la Figure 16. Utiliser les PRINCIPES GÉNÉRAUX CONCERNANT LES PROCÉDÉS dans le Manuel d’Instructions et le Guide d’Application à l’intérieur de la porte de la section d’alimentation du fil pour le choix du fil de soudage, du gaz de protection, de la vitesse d’ali- mentation du fil, de la tension et pour obtenir la gamme d’épaisseurs des métaux qui peuvent être soudés.
1.Mettre le masque en position pour protéger le vi- sage et les yeux.
2.Apprendre à démarrer un arc en plaçant le pistolet
3.Appuyer sur la gâchette du pistolet, tenir le pistolet de sorte que la distance entre la pointe de contact et le travail soit d’environ 3/8 à 1/8 pouce (10 à 12
mm)et que le pistolet soit placé sous un angle approprié.
Technique de Poussée