5 |
| APPRENEZ À SOUDER |
| 5 |
|
|
|
|
|
Pénétration
A moins qu’une soudure ne pénètre à près de 100% de l’épaisseur du métal, un joint bout à bout sera plus faible que le matériau soudé ensemble. Dans l’exem- ple qui apparaît sur la Figure 7, la soudure totale n’est que de la moitié de l’épaisseur du matériau, aussi la soudure n’est qu’à moitié aussi forte que le métal.
FIGURE 7
FIGURE 8
Dans l’exemple qui apparaît sur la Figure 8, le joint a été soudé de telle sorte qu’on obtient une pénétration de 100%. Si la soudure est effectuée correctement, elle est aussi forte ou plus forte que le métal d’origine.
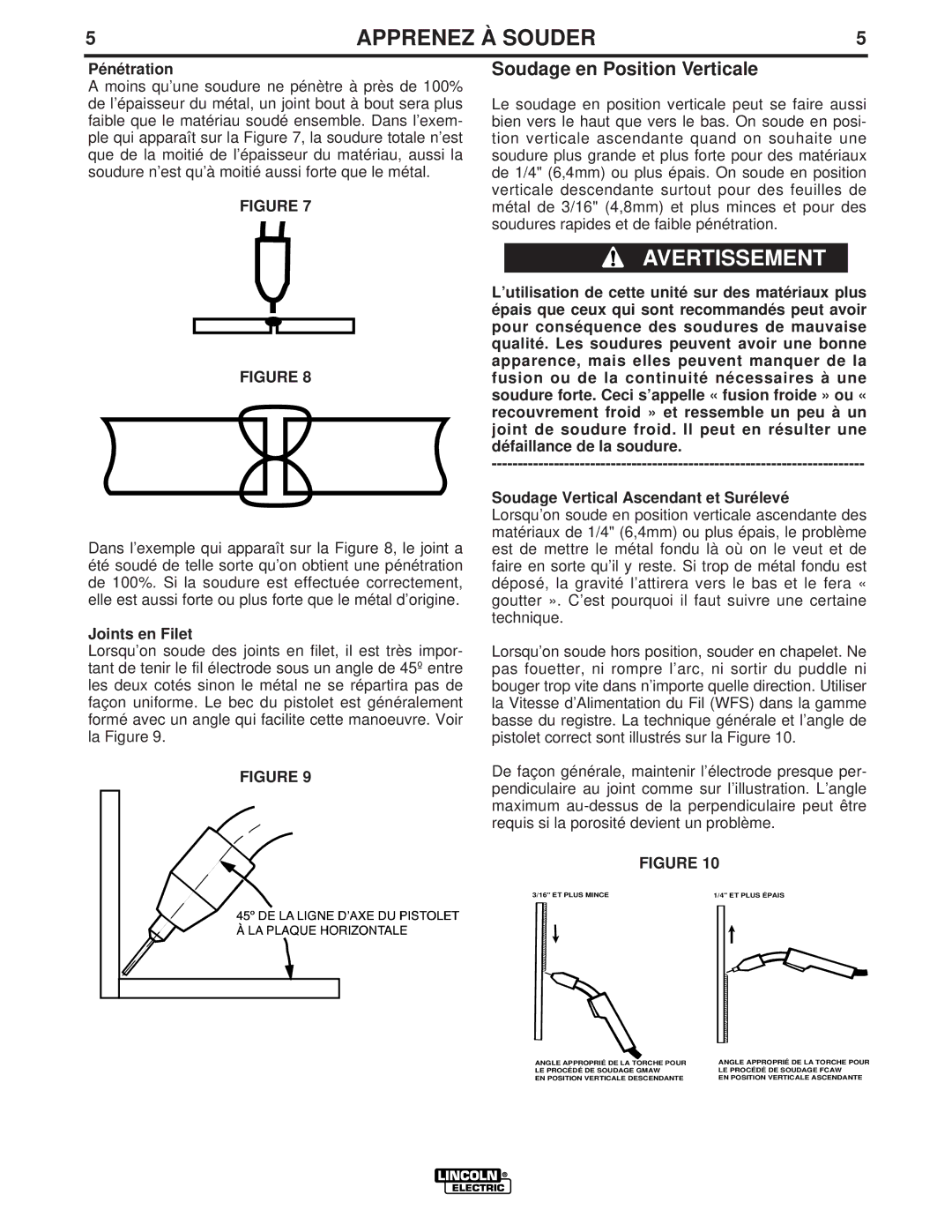
Joints en Filet
Lorsqu’on soude des joints en filet, il est très impor- tant de tenir le fil électrode sous un angle de 45º entre les deux cotés sinon le métal ne se répartira pas de façon uniforme. Le bec du pistolet est généralement formé avec un angle qui facilite cette manoeuvre. Voir la Figure 9.
FIGURE 9
Soudage en Position Verticale
Le soudage en position verticale peut se faire aussi bien vers le haut que vers le bas. On soude en posi- tion verticale ascendante quand on souhaite une soudure plus grande et plus forte pour des matériaux de 1/4" (6,4mm) ou plus épais. On soude en position verticale descendante surtout pour des feuilles de métal de 3/16" (4,8mm) et plus minces et pour des soudures rapides et de faible pénétration.
AVERTISSEMENT
L’utilisation de cette unité sur des matériaux plus épais que ceux qui sont recommandés peut avoir pour conséquence des soudures de mauvaise qualité. Les soudures peuvent avoir une bonne apparence, mais elles peuvent manquer de la fusion ou de la continuité nécessaires à une soudure forte. Ceci s’appelle « fusion froide » ou « recouvrement froid » et ressemble un peu à un joint de soudure froid. Il peut en résulter une défaillance de la soudure.
Soudage Vertical Ascendant et Surélevé
Lorsqu’on soude en position verticale ascendante des matériaux de 1/4" (6,4mm) ou plus épais, le problème est de mettre le métal fondu là où on le veut et de faire en sorte qu’il y reste. Si trop de métal fondu est déposé, la gravité l’attirera vers le bas et le fera « goutter ». C’est pourquoi il faut suivre une certaine technique.
Lorsqu’on soude hors position, souder en chapelet. Ne pas fouetter, ni rompre l’arc, ni sortir du puddle ni bouger trop vite dans n’importe quelle direction. Utiliser la Vitesse d’Alimentation du Fil (WFS) dans la gamme basse du registre. La technique générale et l’angle de pistolet correct sont illustrés sur la Figure 10.
De façon générale, maintenir l’électrode presque per- pendiculaire au joint comme sur l’illustration. L’angle maximum
FIGURE 10
3/16" ET PLUS MINCE | 1/4" ET PLUS ÉPAIS | ||
|
|
|
|
|
|
|
|
ANGLE APPROPRIÉ DE LA TORCHE POUR LE PROCÉDÉ DE SOUDAGE GMAW
EN POSITION VERTICALE DESCENDANTE
ANGLE APPROPRIÉ DE LA TORCHE POUR LE PROCÉDÉ DE SOUDAGE FCAW
EN POSITION VERTICALE ASCENDANTE