14-13. Weld Test
2 To 3 in
1/4 in ![]() (6.4 mm)
(6.4 mm)
3 |
|
| 3 |
| 2 To 3 in |
| |
2 | 2 |
| |
1 | 1 |
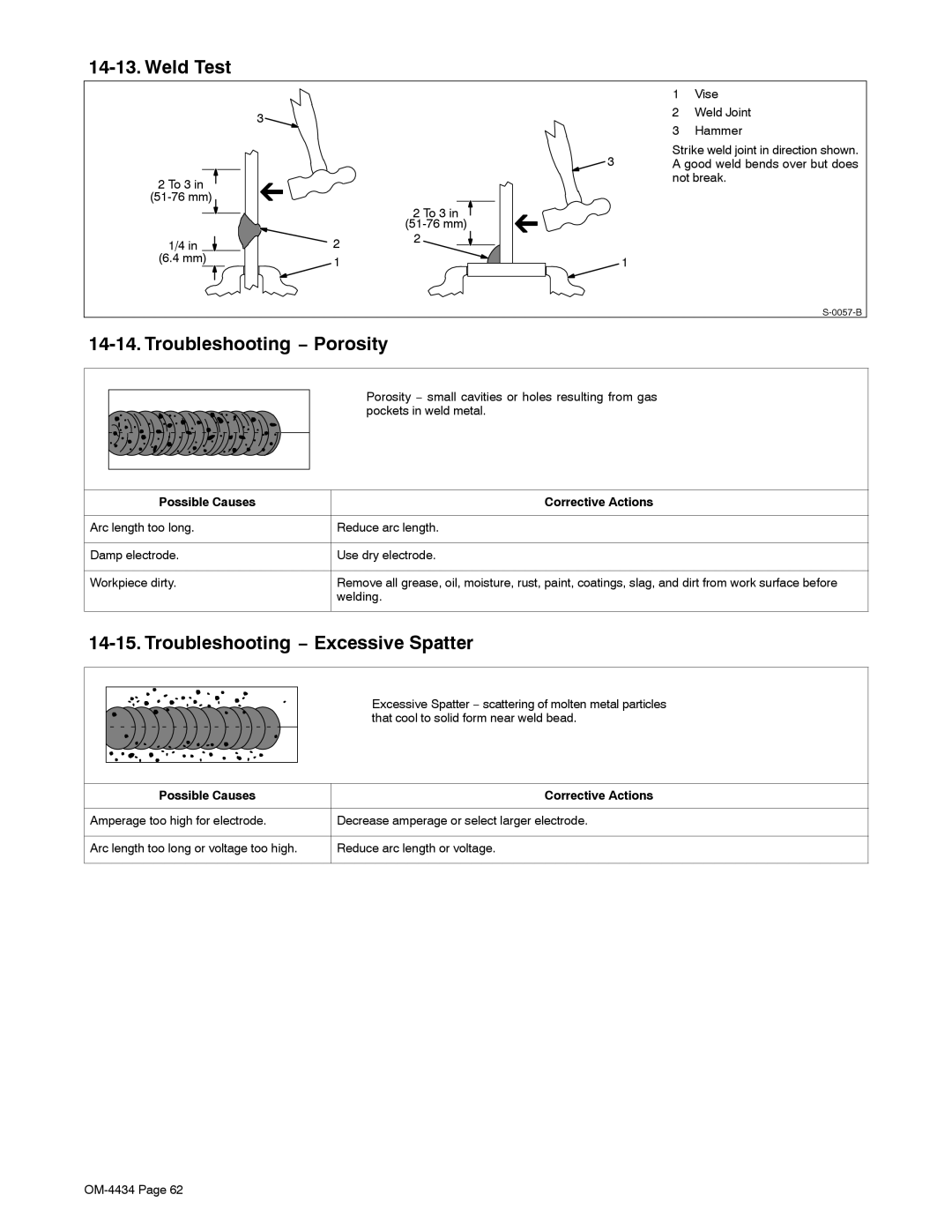
1Vise
2Weld Joint
3Hammer
Strike weld joint in direction shown. A good weld bends over but does not break.
14-14. Troubleshooting − Porosity
Porosity − small cavities or holes resulting from gas pockets in weld metal.
Possible Causes | Corrective Actions |
|
|
Arc length too long. | Reduce arc length. |
|
|
Damp electrode. | Use dry electrode. |
|
|
Workpiece dirty. | Remove all grease, oil, moisture, rust, paint, coatings, slag, and dirt from work surface before |
| welding. |
|
|
14-15. Troubleshooting − Excessive Spatter
Excessive Spatter − scattering of molten metal particles that cool to solid form near weld bead.
Possible Causes | Corrective Actions |
|
|
Amperage too high for electrode. | Decrease amperage or select larger electrode. |
|
|
Arc length too long or voltage too high. | Reduce arc length or voltage. |
|
|