. A complete Parts List is available at www.MillerWelds.com
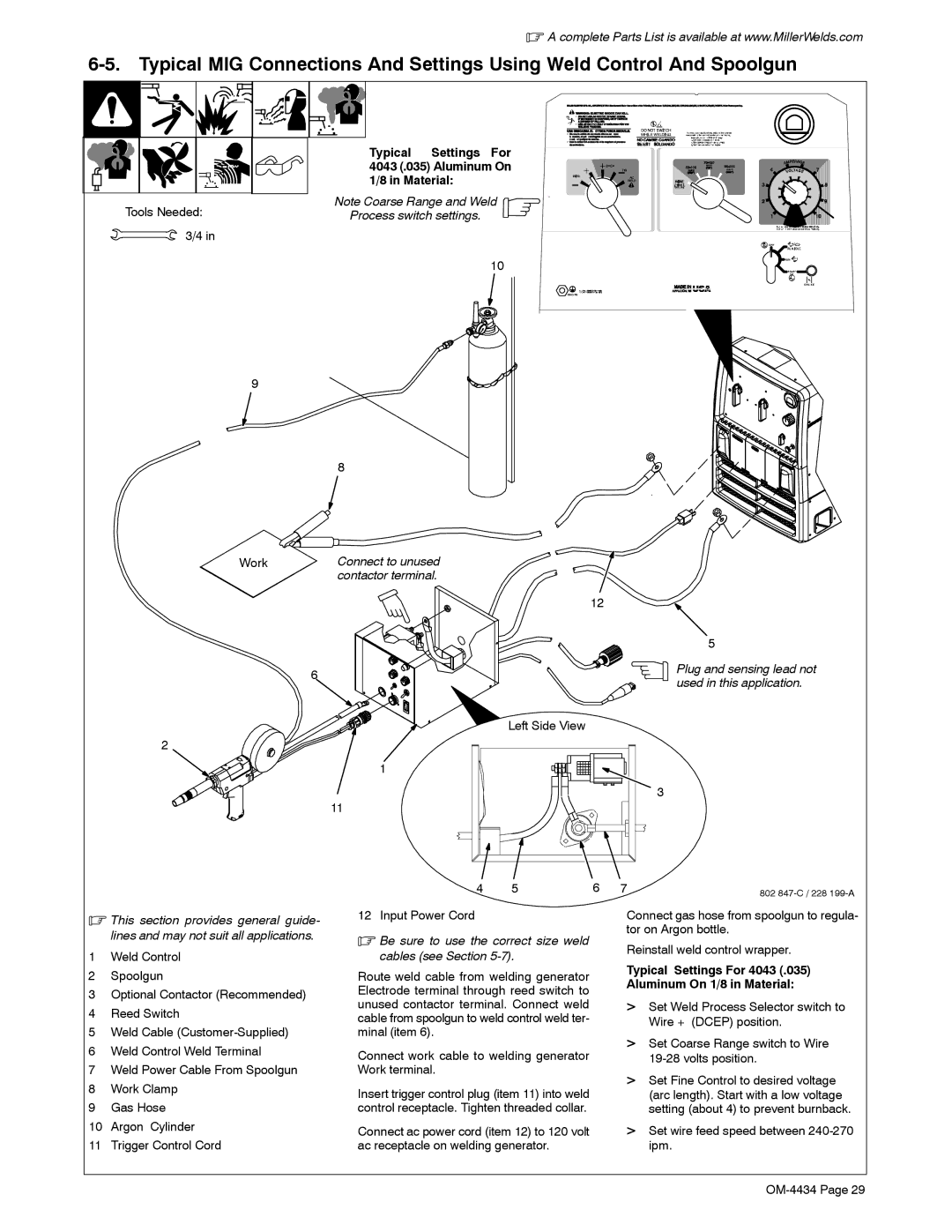
| Typical Settings For |
| 4043 (.035) Aluminum On |
| 1/8 in Material: |
Tools Needed: | Note Coarse Range and Weld |
Process switch settings. | |
3/4 in |
|
| 10 |
9
8
Work | Connect to unused |
| contactor terminal. |
12
6
5
Plug and sensing lead not used in this application.
Left Side View
2
1
11
4 | 5 | 6 |
3
7 | 802 |
|
.This section provides general guide- lines and may not suit all applications.
1Weld Control
2Spoolgun
3Optional Contactor (Recommended)
4Reed Switch
5Weld Cable
6Weld Control Weld Terminal
7Weld Power Cable From Spoolgun
8Work Clamp
9Gas Hose
10Argon Cylinder
11Trigger Control Cord
12 Input Power Cord
.Be sure to use the correct size weld cables (see Section 5-7).
Route weld cable from welding generator Electrode terminal through reed switch to unused contactor terminal. Connect weld cable from spoolgun to weld control weld ter- minal (item 6).
Connect work cable to welding generator Work terminal.
Insert trigger control plug (item 11) into weld control receptacle. Tighten threaded collar.
Connect ac power cord (item 12) to 120 volt ac receptacle on welding generator.
Connect gas hose from spoolgun to regula- tor on Argon bottle.
Reinstall weld control wrapper.
Typical Settings For 4043 (.035) Aluminum On 1/8 in Material:
>Set Weld Process Selector switch to Wire + (DCEP) position.
>Set Coarse Range switch to Wire
>Set Fine Control to desired voltage (arc length). Start with a low voltage setting (about 4) to prevent burnback.