4-15. TIG Lift-Arc Welding
1 2
1 − 2
“Touch” Seconds
Do NOT Strike Like A Match!
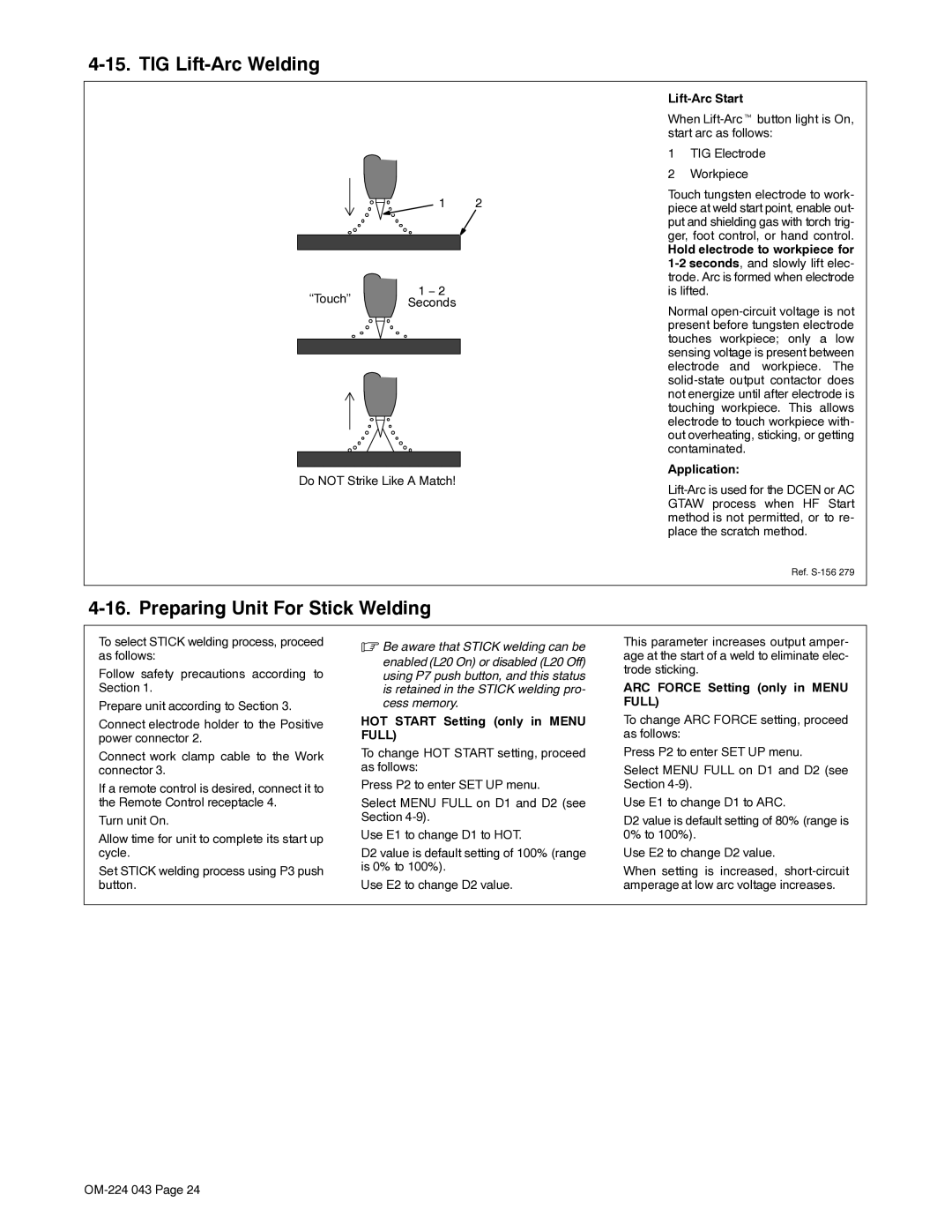
Lift-Arc Start
When
1TIG Electrode
2Workpiece
Touch tungsten electrode to work- piece at weld start point, enable out- put and shielding gas with torch trig- ger, foot control, or hand control.
Hold electrode to workpiece for
Normal
Application:
|
| Ref. | |
|
| ||
|
| ||
|
|
| |
To select STICK welding process, proceed | . Be aware that STICK welding can be | This parameter increases output amper- | |
as follows: | enabled (L20 On) or disabled (L20 Off) | age at the start of a weld to eliminate elec- | |
Follow safety precautions according to | trode sticking. | ||
using P7 push button, and this status | |||
| |||
Section 1. | is retained in the STICK welding pro- | ARC FORCE Setting (only in MENU | |
Prepare unit according to Section 3. | cess memory. | FULL) | |
Connect electrode holder to the Positive | HOT START Setting (only in MENU | To change ARC FORCE setting, proceed | |
power connector 2. | FULL) | as follows: | |
Connect work clamp cable to the Work | To change HOT START setting, proceed | Press P2 to enter SET UP menu. | |
connector 3. | as follows: | Select MENU FULL on D1 and D2 (see | |
If a remote control is desired, connect it to | Press P2 to enter SET UP menu. | Section | |
the Remote Control receptacle 4. | Select MENU FULL on D1 and D2 (see | Use E1 to change D1 to ARC. | |
Turn unit On. | Section | D2 value is default setting of 80% (range is | |
Allow time for unit to complete its start up | Use E1 to change D1 to HOT. | 0% to 100%). | |
cycle. | D2 value is default setting of 100% (range | Use E2 to change D2 value. | |
Set STICK welding process using P3 push | is 0% to 100%). | When setting is increased, | |
| |||
button. | Use E2 to change D2 value. | amperage at low arc voltage increases. | |
|
|
| |