Soudeur à l’Arc Alimenté en Fil | Modèles WG2060 et WG2064 | ||||
Pour Pièces de Rechange ou |
|
| 12 |
|
|
assistance technique, appeler |
|
|
|
| |
|
| 6 |
|
| |
|
| 1 | 2 | 3 | |
S’il vous plaît fournir l’information suivante: |
|
| 5 |
| |
|
|
|
| ||
|
|
|
|
| |
- Numéro de modèle |
|
|
|
|
|
- Numéro de série (si applicable) |
|
|
|
|
|
- Numéro et description de la pièce |
|
|
|
|
|
Adresser toute correspondance à : |
|
|
| 4 |
|
|
|
|
|
| |
Campbell Hausfeld |
|
|
|
|
|
Attn: Customer Service |
|
|
|
|
|
100 Mundy Memorial Drive |
|
|
|
|
|
Mt. Juliet, TN 37122 U.S.A. | 11 |
|
|
|
|
|
|
|
|
| |
| 10 |
|
|
|
|
| 9 | 8 | 7 |
|
|
|
|
|
| ||
Liste de pièces de rechange - |
|
|
|
| |
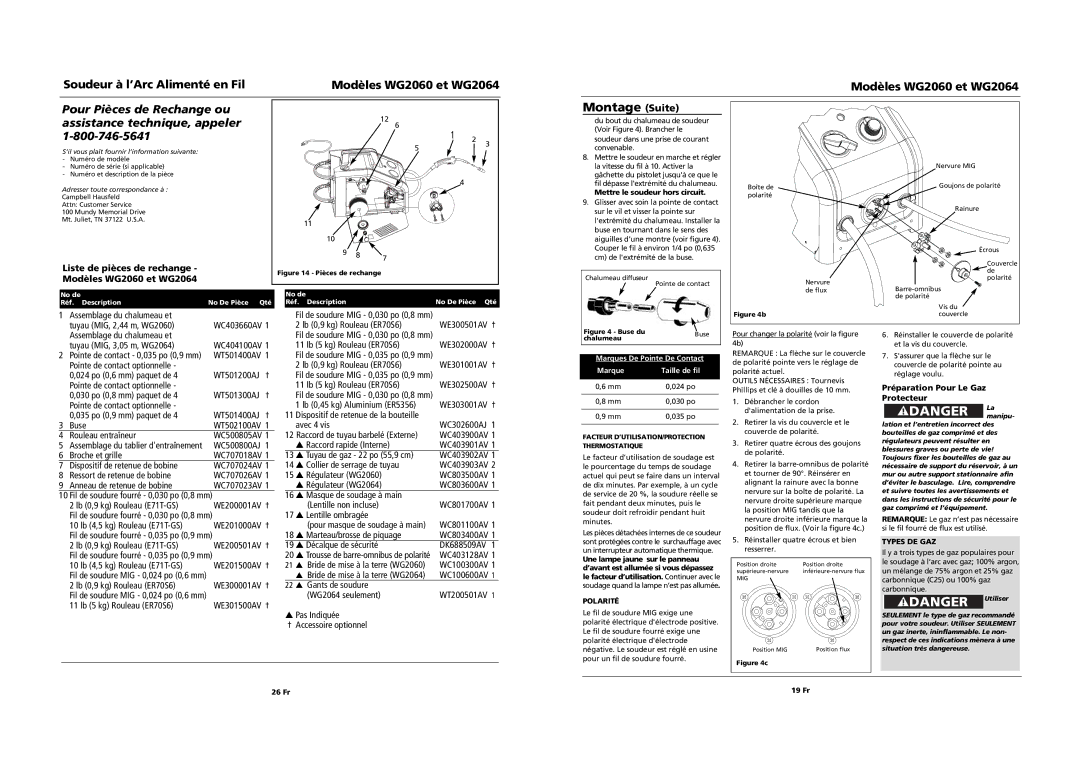
Figure 14 - Pièces de rechange |
|
| |||
Modèles WG2060 et WG2064 |
|
| |||
|
|
|
|
| |
Montage (Suite)
du bout du chalumeau de soudeur (Voir Figure 4). Brancher le soudeur dans une prise de courant convenable.
8.Mettre le soudeur en marche et régler la vitesse du fil à 10. Activer la gâchette du pistolet jusqu'à ce que le fil dépasse l'extrémité du chalumeau.
Mettre le soudeur hors circuit.
9.Glisser avec soin la pointe de contact sur le vil et visser la pointe sur l'extrémité du chalumeau. Installer la buse en tournant dans le sens des aiguilles d'une montre (voir figure 4). Couper le fil à environ 1/4 po (0,635 cm) de l'extrémité de la buse.
Chalumeau diffuseur
Pointe de contact |
Boîte de polarité
Nervure de flux
No de |
|
| |
Réf. Description | No De Pièce Qté | ||
1 | Assemblage du chalumeau et |
|
|
| tuyau (MIG, 2,44 m, WG2060) | WC403660AV 1 | |
| Assemblage du chalumeau et |
|
|
| tuyau (MIG, 3,05 m, WG2064) | WC404100AV 1 | |
2 | Pointe de contact - 0,035 po (0,9 mm) | WT501400AV 1 | |
| Pointe de contact optionnelle - |
|
|
| 0,024 po (0,6 mm) paquet de 4 | WT501200AJ | † |
| Pointe de contact optionnelle - |
|
|
| 0,030 po (0,8 mm) paquet de 4 | WT501300AJ | † |
| Pointe de contact optionnelle - |
|
|
| 0,035 po (0,9 mm) paquet de 4 | WT501400AJ | † |
3 | Buse | WT502100AV 1 | |
4 | Rouleau entraîneur | WC500805AV 1 | |
5 | Assemblage du tablier d'entraînement | WC500800AJ | 1 |
6 | Broche et grille | WC707018AV 1 | |
7 | Dispositif de retenue de bobine | WC707024AV 1 | |
8 | Ressort de retenue de bobine | WC707026AV 1 | |
9 | Anneau de retenue de bobine | WC707023AV 1 | |
10 Fil de soudure fourré - 0,030 po (0,8 mm) |
| ||
| 2 lb (0,9 kg) Rouleau | WE200001AV † | |
| Fil de soudure fourré - 0,030 po (0,8 mm) |
| |
| 10 lb (4,5 kg) Rouleau | WE201000AV † | |
| Fil de soudure fourré - 0,035 po (0,9 mm) |
| |
| 2 lb (0,9 kg) Rouleau | WE200501AV † | |
| Fil de soudure fourré - 0,035 po (0,9 mm) |
| |
| 10 lb (4,5 kg) Rouleau | WE201500AV † | |
| Fil de soudure MIG - 0,024 po (0,6 mm) |
|
|
| 2 lb (0,9 kg) Rouleau (ER70S6) | WE300001AV † | |
| Fil de soudure MIG - 0,024 po (0,6 mm) |
|
|
| 11 lb (5 kg) Rouleau (ER70S6) | WE301500AV † | |
No de |
| |
Réf. Description | No De Pièce Qté | |
| Fil de soudure MIG - 0,030 po (0,8 mm) |
|
| 2 lb (0,9 kg) Rouleau (ER70S6) | WE300501AV † |
| Fil de soudure MIG - 0,030 po (0,8 mm) |
|
| 11 lb (5 kg) Rouleau (ER70S6) | WE302000AV † |
| Fil de soudure MIG - 0,035 po (0,9 mm) |
|
| 2 lb (0,9 kg) Rouleau (ER70S6) | WE301001AV † |
| Fil de soudure MIG - 0,035 po (0,9 mm) |
|
| 11 lb (5 kg) Rouleau (ER70S6) | WE302500AV † |
| Fil de soudure MIG - 0,030 po (0,8 mm) |
|
| 1 lb (0,45 kg) Aluminium (ER5356) | WE303001AV † |
11 | Dispositif de retenue de la bouteille |
|
| avec 4 vis | WC302600AJ 1 |
12 Raccord de tuyau barbelé (Externe) | WC403900AV 1 | |
| ▲ Raccord rapide (Interne) | WC403901AV 1 |
13 | ▲ Tuyau de gaz - 22 po (55,9 cm) | WC403902AV 1 |
14 | ▲ Collier de serrage de tuyau | WC403903AV 2 |
15 | ▲ Régulateur (WG2060) | WC803500AV 1 |
| ▲ Régulateur (WG2064) | WC803600AV 1 |
16 | ▲ Masque de soudage à main |
|
| (Lentille non incluse) | WC801700AV 1 |
17 | ▲ Lentille ombragée |
|
| (pour masque de soudage à main) | WC801100AV 1 |
18 | ▲ Marteau/brosse de piquage | WC803400AV 1 |
19 | ▲ Décalque de sécurité | DK688509AV 1 |
20 | ▲ Trousse de | WC403128AV 1 |
21 ▲ Bride de mise à la terre (WG2060) | WC100300AV 1 | |
| ▲ Bride de mise à la terre (WG2064) | WC100600AV 1 |
22 | ▲ Gants de soudure |
|
| (WG2064 seulement) | WT200501AV 1 |
▲ Pas Indiquée |
| |
† | Accessoire optionnel |
|
| Figure 4 - Buse du | Buse | |
| chalumeau | ||
|
|
| |
|
|
| |
|
|
| |
| Marques De Pointe De Contact | ||
| Marque | Taille de fil |
|
|
|
|
|
| 0,6 mm | 0,024 po | |
|
|
|
|
| 0,8 mm | 0,030 po | |
|
|
|
|
| 0,9 mm | 0,035 po | |
|
|
|
|
FACTEUR D’UTILISATION/PROTECTION THERMOSTATIQUE
Le facteur d’utilisation de soudage est le pourcentage du temps de soudage actuel qui peut se faire dans un interval de dix minutes. Par exemple, à un cycle de service de 20 %, la soudure réelle se fait pendant deux minutes, puis le soudeur doit refroidir pendant huit minutes.
Les pièces détachées internes de ce soudeur sont protégées contre le surchauffage avec un interrupteur automatique thermique.
Une lampe jaune sur le panneau d’avant est allumée si vous dépassez le facteur d’utilisation. Continuer avec le soudage quand la lampe n’est pas allumée.
POLARITÉ
Le fil de soudure MIG exige une polarité électrique d'électrode positive. Le fil de soudure fourré exige une polarité électrique d'électrode négative. Le soudeur est réglé en usine pour un fil de soudure fourré.
Figure 4b
Pour changer la polarité (voir la figure 4b)
REMARQUE : La flèche sur le couvercle de polarité pointe vers le réglage de polarité actuel.
OUTILS NÉCESSAIRES : Tournevis Phillips et clé à douilles de 10 mm.
1.Débrancher le cordon d'alimentation de la prise.
2.Retirer la vis du couvercle et le couvercle de polarité.
3.Retirer quatre écrous des goujons de polarité.
4.Retirer la
5.Réinstaller quatre écrous et bien resserrer.
Position droite | Position droite |
MIG |
|
Position MIG | Position flux |
Figure 4c
26 Fr | 19 Fr |