BAND SAW BLADES
A band saw blade is a delicate piece of steel that is subjected to tremendous strain. You can obtain long use from a band saw blade if you use it properly. Be sure you use blades of the proper thickness, width, and temper for the various types of material and cuts.
Always use the widest blade possible. Use narrow blades only for sawing small, abrupt curves and for fine, delicate work. This will save blades and will produce better cuts. For cutting wood and similar materials, Delta offers blades in widths of 1/8", 1/4", 3/8", 1/2" and 3/4". Delta also offers several 1/2" blades for metal cutting of different teeth per inch configurations.
Any one of a number of conditions may cause a band saw blade to break. Blade breakage is, in some cases, unavoidable, being the natural result of the peculiar stresses to which blades are subjected. Blades will break often due to avoidable causes, such as the lack of care to the blade or the blade not being properly adjusted to the band saw. The most common causes of blade breakage are:
(1)faulty alignments and adjustments of the guides.
(2)forcing or twisting a wide blade around a curve of short radius.
(3)feeding the work piece too fast into the blade.
(4)dullness of the teeth, or absence of sufficient set.
(5)improperly tensioned blade.
(6)top guide set too high above the work piece being cut.
(7)using a blade with a lumpy or improperly finished braze or weld.
(8)continuous running of the saw blade when not cutting.
Use blades that are 93½" in length on this machine.
Always use a sharp blade. Keep it free from gum and pitch. Clean frequently with a stiff fiber brush.
Narrow blades are used for cutting small circles or curves while the wider blades are best suited for straight cutting such as ripping.
A new blade, in most cases, will perform better and last longer than a
Do not force or twist the blade around a curve or a very short radius.
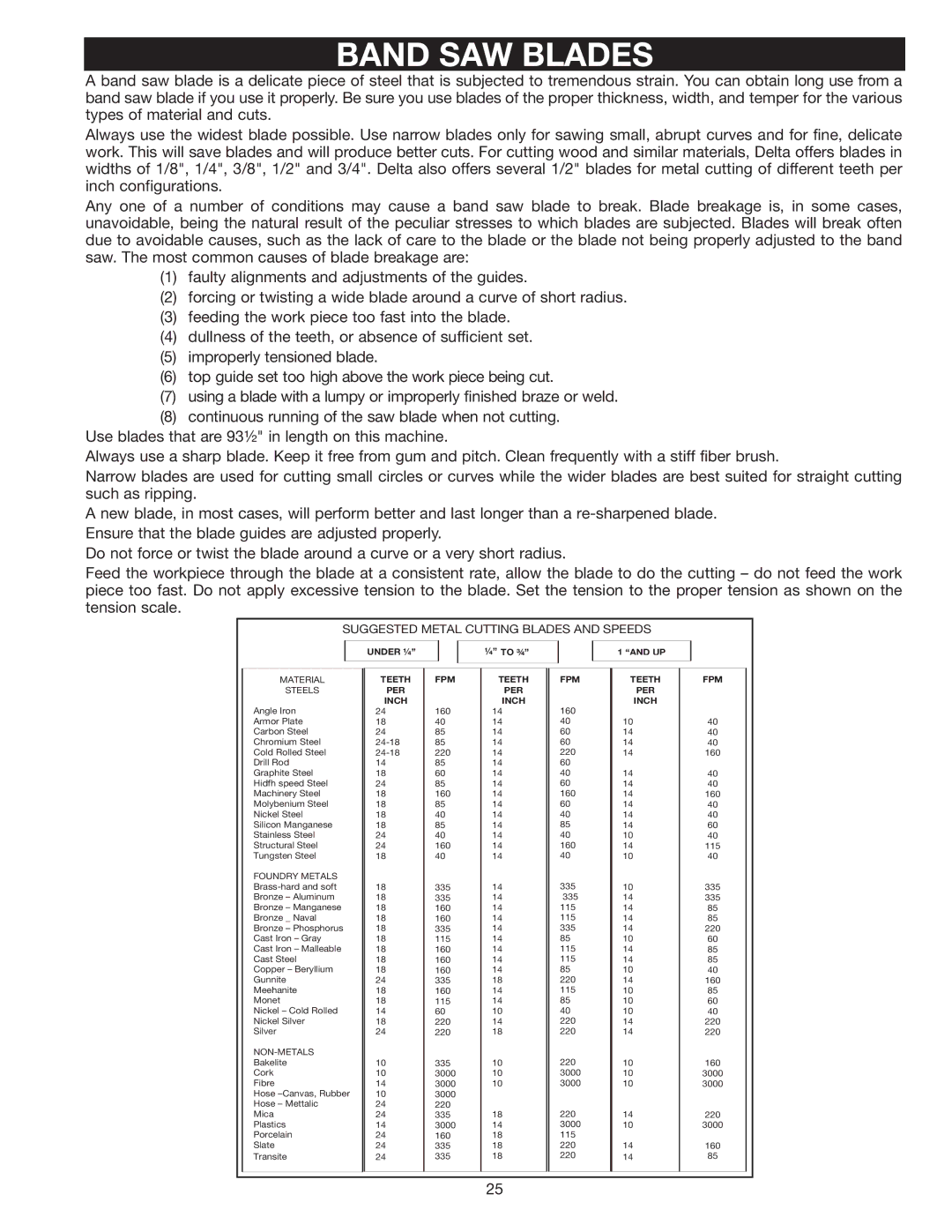
Feed the workpiece through the blade at a consistent rate, allow the blade to do the cutting – do not feed the work piece too fast. Do not apply excessive tension to the blade. Set the tension to the proper tension as shown on the tension scale.
SUGGESTED METAL CUTTING BLADES AND SPEEDS
|
| UNDER ¼” |
|
|
| ¼”1/ | TO ¾” |
|
|
| 1 “AND UP |
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
MATERIAL | TEETH |
| FPM | TEETH |
| FPM | TEETH |
| FPM | |||||
STEELS | PER |
|
|
|
|
| PER |
|
|
| PER |
|
| |
Angle Iron | INCH |
|
|
|
|
| INCH | 160 |
| INCH |
|
| ||
24 |
| 160 |
| 14 |
|
|
|
| ||||||
Armor Plate | 18 |
| 40 |
| 14 | 40 |
| 10 | 40 | |||||
Carbon Steel | 24 |
| 85 |
| 14 | 60 |
| 14 | 40 | |||||
Chromium Steel |
| 85 |
| 14 | 60 |
| 14 | 40 | ||||||
Cold Rolled Steel |
| 220 |
| 14 | 220 |
| 14 | 160 | ||||||
Drill Rod | 14 |
| 85 |
| 14 | 60 |
|
|
|
| ||||
Graphite Steel | 18 |
| 60 |
| 14 | 40 |
| 14 | 40 | |||||
Hidfh speed Steel | 24 |
| 85 |
| 14 | 60 |
| 14 | 40 | |||||
Machinery Steel | 18 |
| 160 |
| 14 | 160 |
| 14 | 160 | |||||
Molybenium Steel | 18 |
| 85 |
| 14 | 60 |
| 14 | 40 | |||||
Nickel Steel | 18 |
| 40 |
| 14 | 40 |
| 14 | 40 | |||||
Silicon Manganese | 18 |
| 85 |
| 14 | 85 |
| 14 | 60 | |||||
Stainless Steel | 24 |
| 40 |
| 14 | 40 |
| 10 | 40 | |||||
Structural Steel | 24 |
| 160 |
| 14 | 160 |
| 14 | 115 | |||||
Tungsten Steel | 18 |
| 40 |
| 14 | 40 |
| 10 | 40 | |||||
FOUNDRY METALS |
|
|
|
|
|
|
| 335 |
|
|
|
| ||
18 |
| 335 |
| 14 |
| 10 | 335 | |||||||
Bronze – Aluminum | 18 |
| 335 |
| 14 | 335 |
| 14 | 335 | |||||
Bronze – Manganese | 18 |
| 160 |
| 14 | 115 |
| 14 | 85 | |||||
Bronze _ Naval | 18 |
| 160 |
| 14 | 115 |
| 14 | 85 | |||||
Bronze – Phosphorus | 18 |
| 335 |
| 14 | 335 |
| 14 | 220 | |||||
Cast Iron – Gray | 18 |
| 115 |
| 14 | 85 |
| 10 | 60 | |||||
Cast Iron – Malleable | 18 |
| 160 |
| 14 | 115 |
| 14 | 85 | |||||
Cast Steel | 18 |
| 160 |
| 14 | 115 |
| 14 | 85 | |||||
Copper – Beryllium | 18 |
| 160 |
| 14 | 85 |
| 10 | 40 | |||||
Gunnite | 24 |
| 335 |
| 18 | 220 |
| 14 | 160 | |||||
Meehanite | 18 |
| 160 |
| 14 | 115 |
| 10 | 85 | |||||
Monet | 18 |
| 115 |
| 14 | 85 |
| 10 | 60 | |||||
Nickel – Cold Rolled | 14 |
| 60 |
| 10 | 40 |
| 10 | 40 | |||||
Nickel Silver | 18 |
| 220 |
| 14 | 220 |
| 14 | 220 | |||||
Silver | 24 |
| 220 |
| 18 | 220 |
| 14 | 220 | |||||
|
|
|
|
|
|
|
| 220 |
|
|
|
| ||
Bakelite | 10 |
| 335 |
| 10 |
| 10 | 160 | ||||||
Cork | 10 |
| 3000 |
| 10 | 3000 |
| 10 | 3000 | |||||
Fibre | 14 |
| 3000 |
| 10 | 3000 |
| 10 | 3000 | |||||
Hose | 10 |
| 3000 |
|
|
|
|
|
|
|
|
| ||
Hose – Mettalic | 24 |
| 220 |
|
|
| 220 |
|
|
|
| |||
Mica | 24 |
| 335 |
| 18 |
| 14 | 220 | ||||||
Plastics | 14 |
| 3000 |
| 14 | 3000 |
| 10 | 3000 | |||||
Porcelain | 24 |
| 160 |
| 18 | 115 |
|
|
|
| ||||
Slate | 24 |
| 335 |
| 18 | 220 |
| 14 | 160 | |||||
Transite | 24 |
| 335 |
| 18 | 220 |
| 14 | 85 | |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25