SUGGESTED SKIP TOOTH BLADES AND SPEEDS
MATERIAL
STEELS
Aluminum
Asbestos
Babbitt
Brake Lining
Carbon
Copper – Drawn
Duralumin
Lead
Magnesium
Paper Board
Rubber – Hard
Zinc
Plastics
Builders Board
Hardwoods
Plywoods
Softwoods
UNDER ½”
TEETH
PER
INCH
3
4
4
6
4
6
3
6
3
6
6
6
See note
6
6
6
6
FPM
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
1/2” TO 2”
TEETH
PER
INCH
3
4
3
4
3
4
3
4
3
4
4
4
4
4
4
4
4
FPM
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
2”AND UP
TEETH
PER
INCH
3
4
3
3
4
3
4
3
4
4
4
4
4
4
4
4
FPM
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
3000
NOTE: | Some types of plastics lend themselves to more pronounced results with the regular saw blades. |
| Sheets under ¼” thickness and tubing under ¼” wall thickness are not adapted to skip tooth blades. |
|
|
WIDTH
1/8”
3/16”
1/4”
MIN. CUTTING RADIUS
1/4”
1/2”
3/4”
WIDTH
3/8”
1/2”
3/4”
MIN. CUTTING RADIUS
1”
MAINTENANCE
CHANGING THE BLADES
 DISCONNECT MACHINE FROM POWER SOURCE.
DISCONNECT MACHINE FROM POWER SOURCE.
1.Open the upper and lower wheel guard doors and blade guard door.
2.Release tension on the saw blade.
3.Remove table alignment pin and table insert.
4.Take the blade off the wheel, and guide it through the slot in the table.
5.Install the new blade by reversing the procedure. Table alignment pin should be
LUBRICATION
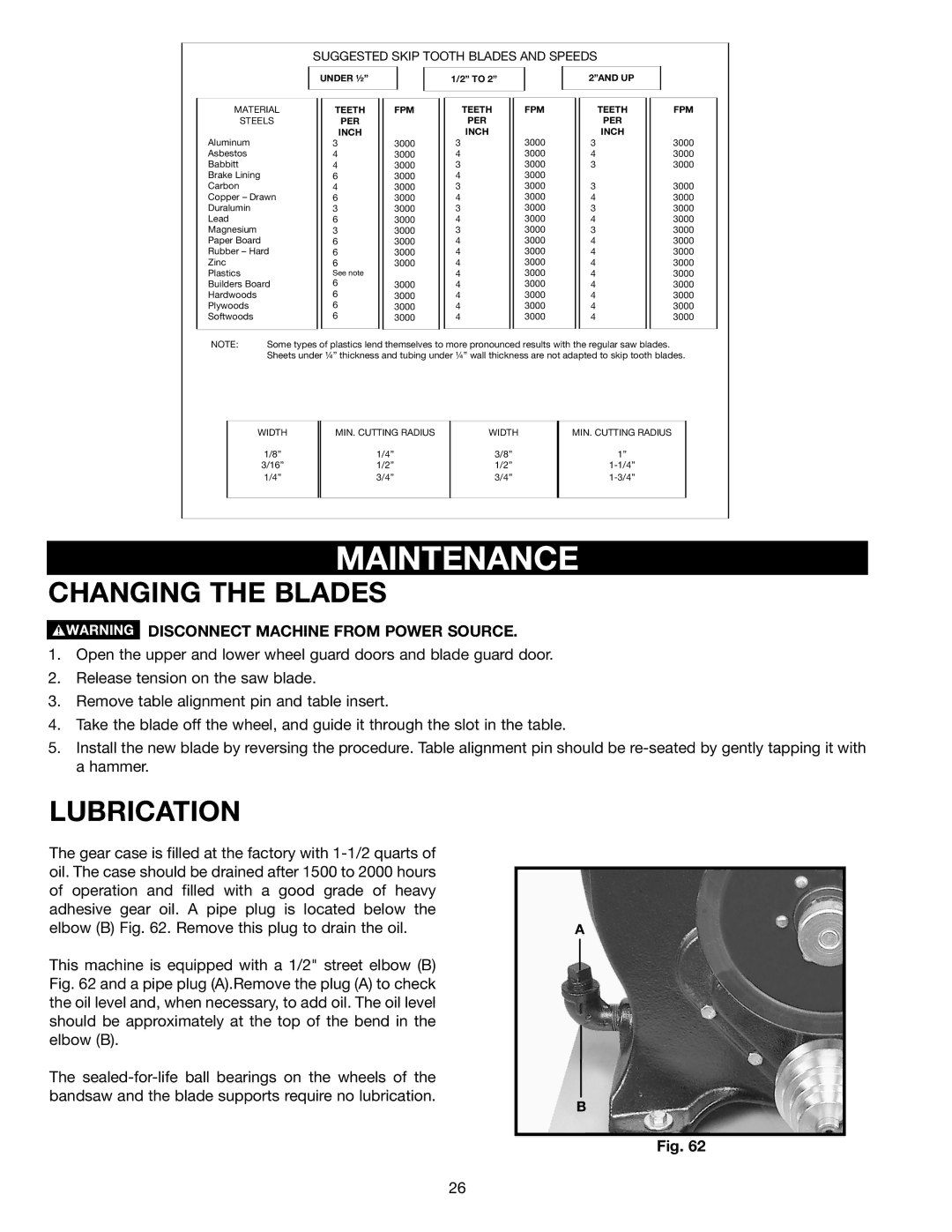
The gear case is filled at the factory with
This machine is equipped with a 1/2" street elbow (B) Fig. 62 and a pipe plug (A).Remove the plug (A) to check the oil level and, when necessary, to add oil. The oil level should be approximately at the top of the bend in the elbow (B).
The
A
B
Fig. 62
26