|
|
Tool Needed | Qty |
Hex Wrench 8mm | 1 |
To operate the |
|
1.loosen the
2.secure the limit stops if needed to restrict table movement.
Note: Make sure the cap screws firmly secure the limit stops in place when positioned.
3.turn the speed dial all the way counterclock- wise to the slowest setting.
4.Move the direction knob to the neutral (mid- dle) position, press the feed/jog switch to the left (feed position), then push the ON button.
5.With your hand poised over the OFF button in case you need to suddenly turn the unit OFF, move the direction knob in the desired direc- tion of table travel.
6.use the speed dial to slowly bring the speed of movement up to the desired rate.
7.When you are finished using the power feed:
a.turn the unit OFF.
b.rotate the speed dial all the way counter- clockwise.
c.Move the direction knob to the neutral (middle) position to avoid unexpected table movement later.
To confirm the power feed settings that you will be using during operation, we recom- mend that you use the power feed to move the table through the intended cutting path before starting the spindle rotation and tak- ing the cut.
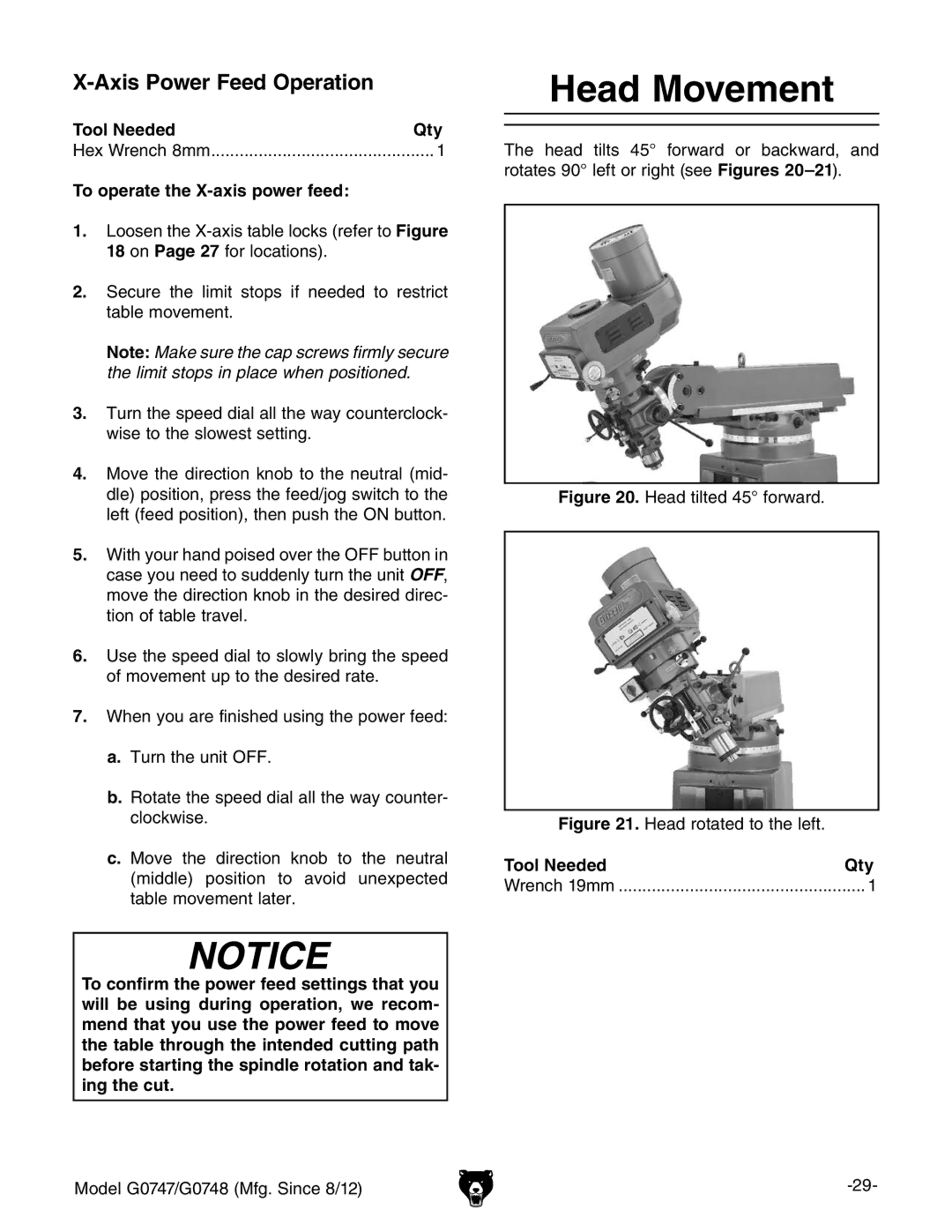
Head Movement
The head tilts 45° forward or backward, and rotates 90° left or right (see Figures
Figure 20. Head tilted 45° forward.
Figure 21. Head rotated to the left. |
|
Tool Needed | Qty |
Wrench 19mm | 1 |
Model G0747/G0748 (Mfg. Since 8/12) |