Item | Phenomenon | Cause | Factory | Inspection, repair or adjustment | |
standard | |||||
|
|
|
| ||
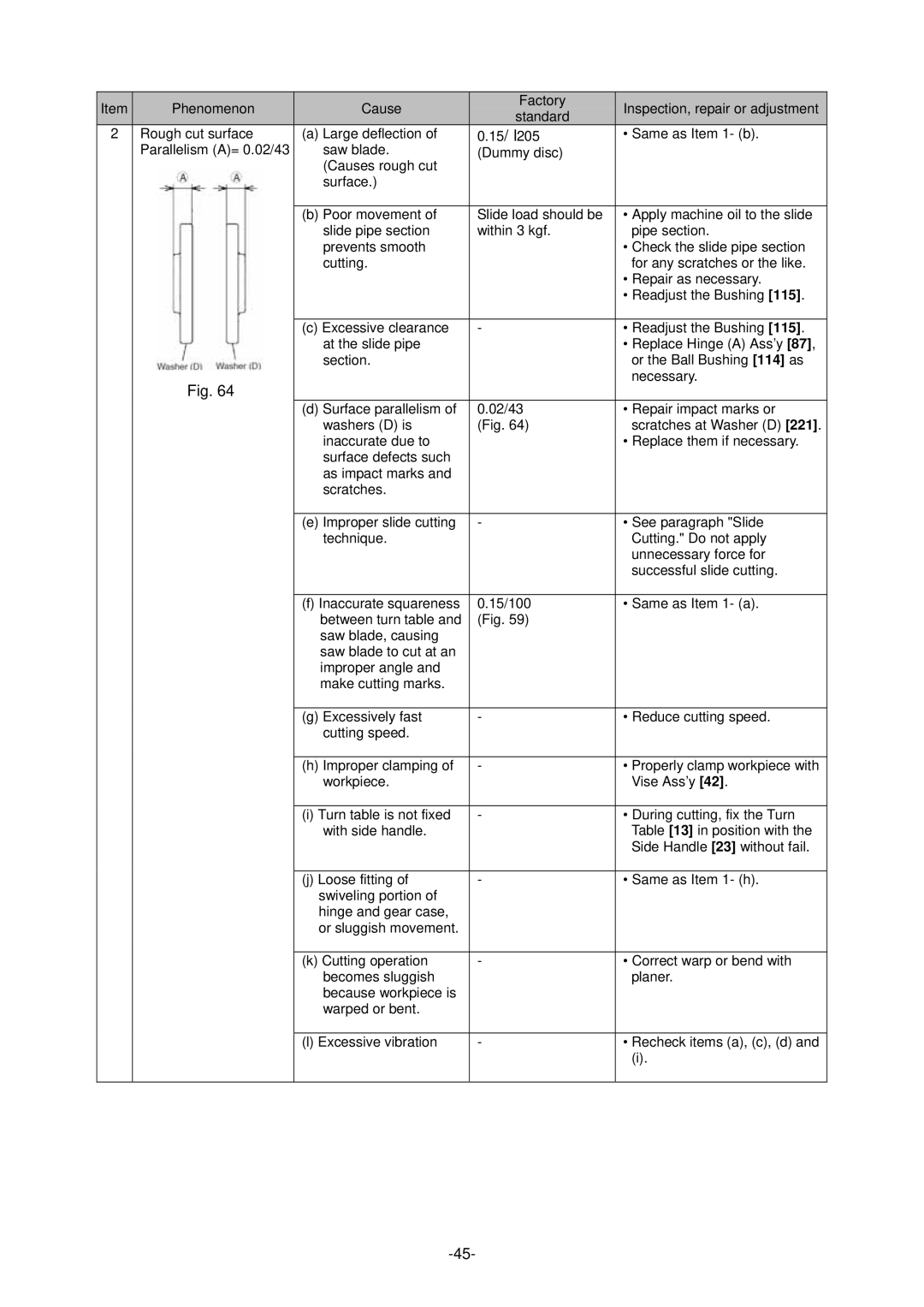
2 | Rough cut surface | (a) Large deflection of | φ | • Same as Item 1- (b). | |
| Parallelism (A)= 0.02/43 | saw blade. | 0.15/ 205 |
| |
| (Dummy disc) |
| |||
|
| (Causes rough cut |
|
| |
|
| surface.) |
|
| |
|
|
|
|
| |
|
| (b) Poor movement of | Slide load should be | • Apply machine oil to the slide | |
|
| slide pipe section | within 3 kgf. | pipe section. | |
|
| prevents smooth |
| • Check the slide pipe section | |
|
| cutting. |
| for any scratches or the like. | |
|
|
|
| • Repair as necessary. | |
|
|
|
| • Readjust the Bushing [115]. | |
|
|
|
|
| |
|
| (c) Excessive clearance | - | • Readjust the Bushing [115]. | |
|
| at the slide pipe |
| • Replace Hinge (A) Ass’y [87], | |
|
| section. |
| or the Ball Bushing [114] as | |
| Fig. 64 |
|
| necessary. | |
|
|
|
| ||
|
| (d) Surface parallelism of | 0.02/43 | • Repair impact marks or | |
|
| washers (D) is | (Fig. 64) | scratches at Washer (D) [221]. | |
|
| inaccurate due to |
| • Replace them if necessary. | |
|
| surface defects such |
|
| |
|
| as impact marks and |
|
| |
|
| scratches. |
|
| |
|
|
|
|
| |
|
| (e) Improper slide cutting | - | • See paragraph "Slide | |
|
| technique. |
| Cutting." Do not apply | |
|
|
|
| unnecessary force for | |
|
|
|
| successful slide cutting. | |
|
|
|
|
| |
|
| (f) Inaccurate squareness | 0.15/100 | • Same as Item 1- (a). | |
|
| between turn table and | (Fig. 59) |
| |
|
| saw blade, causing |
|
| |
|
| saw blade to cut at an |
|
| |
|
| improper angle and |
|
| |
|
| make cutting marks. |
|
| |
|
|
|
|
| |
|
| (g) Excessively fast | - | • Reduce cutting speed. | |
|
| cutting speed. |
|
| |
|
|
|
|
| |
|
| (h) Improper clamping of | - | • Properly clamp workpiece with | |
|
| workpiece. |
| Vise Ass’y [42]. | |
|
|
|
|
| |
|
| (i) Turn table is not fixed | - | • During cutting, fix the Turn | |
|
| with side handle. |
| Table [13] in position with the | |
|
|
|
| Side Handle [23] without fail. | |
|
|
|
|
| |
|
| (j) Loose fitting of | - | • Same as Item 1- (h). | |
|
| swiveling portion of |
|
| |
|
| hinge and gear case, |
|
| |
|
| or sluggish movement. |
|
| |
|
|
|
|
| |
|
| (k) Cutting operation | - | • Correct warp or bend with | |
|
| becomes sluggish |
| planer. | |
|
| because workpiece is |
|
| |
|
| warped or bent. |
|
| |
|
|
|
|
| |
|
| (l) Excessive vibration | - | • Recheck items (a), (c), (d) and | |
|
|
|
| (i). | |
|
|
|
|
|