OPERATION | ||
|
|
|
TYPICAL FUEL CONSUMPTION
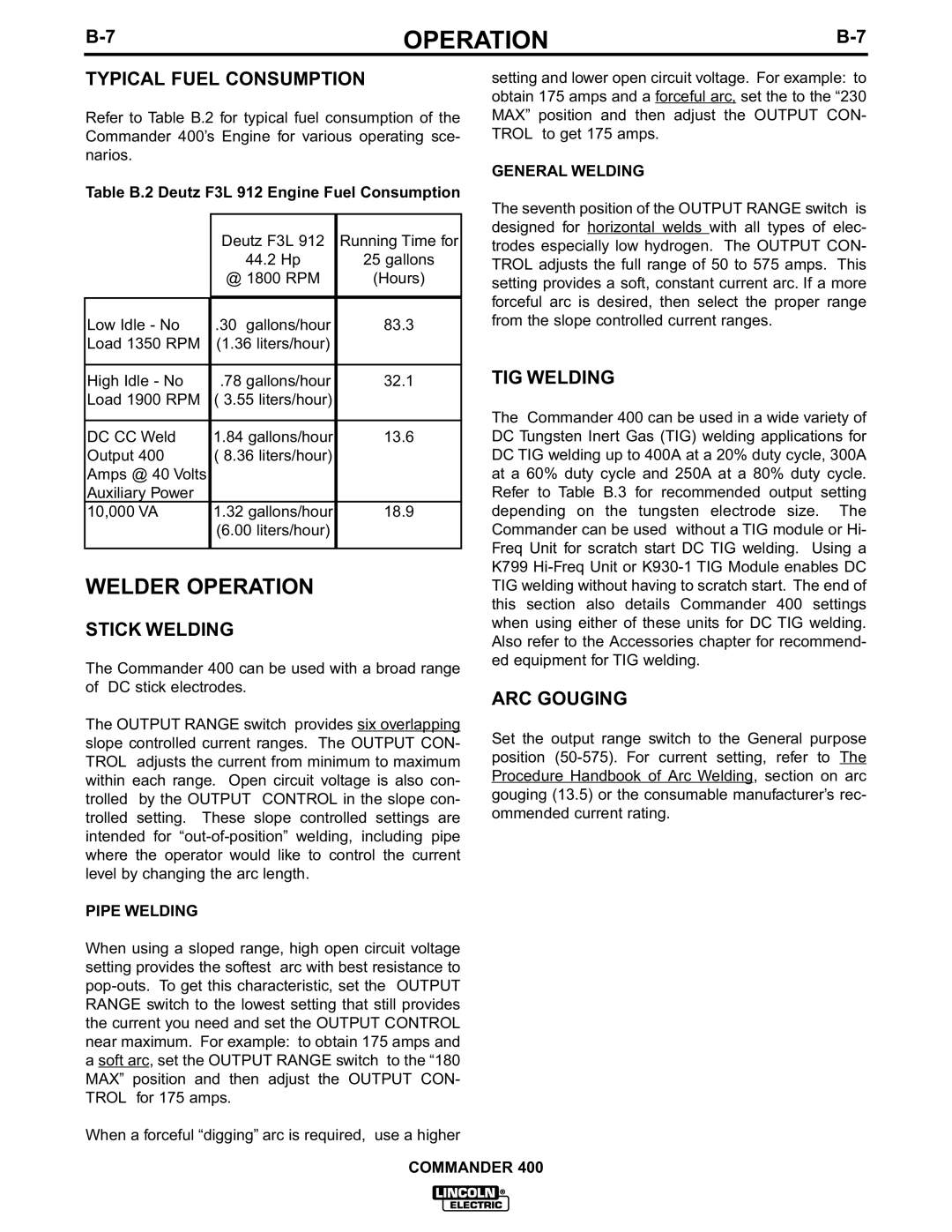
Refer to Table B.2 for typical fuel consumption of the Commander 400’s Engine for various operating sce- narios.
Table B.2 Deutz F3L 912 Engine Fuel Consumption
| Deutz F3L 912 | Running Time for |
| 44.2 Hp | 25 gallons |
| @ 1800 RPM | (Hours) |
|
|
|
Low Idle - No | .30 gallons/hour | 83.3 |
Load 1350 RPM | (1.36 liters/hour) |
|
|
|
|
High Idle - No | .78 gallons/hour | 32.1 |
Load 1900 RPM | ( 3.55 liters/hour) |
|
|
|
|
DC CC Weld | 1.84 gallons/hour | 13.6 |
Output 400 | ( 8.36 liters/hour) |
|
Amps @ 40 Volts |
|
|
Auxiliary Power |
|
|
10,000 VA | 1.32 gallons/hour | 18.9 |
| (6.00 liters/hour) |
|
|
|
|
WELDER OPERATION
STICK WELDING
The Commander 400 can be used with a broad range of DC stick electrodes.
The OUTPUT RANGE switch provides six overlapping slope controlled current ranges. The OUTPUT CON- TROL adjusts the current from minimum to maximum within each range. Open circuit voltage is also con- trolled by the OUTPUT CONTROL in the slope con- trolled setting. These slope controlled settings are intended for
setting and lower open circuit voltage. For example: to obtain 175 amps and a forceful arc, set the to the “230 MAX” position and then adjust the OUTPUT CON- TROL to get 175 amps.
GENERAL WELDING
The seventh position of the OUTPUT RANGE switch is designed for horizontal welds with all types of elec- trodes especially low hydrogen. The OUTPUT CON- TROL adjusts the full range of 50 to 575 amps. This setting provides a soft, constant current arc. If a more forceful arc is desired, then select the proper range from the slope controlled current ranges.
TIG WELDING
The Commander 400 can be used in a wide variety of DC Tungsten Inert Gas (TIG) welding applications for DC TIG welding up to 400A at a 20% duty cycle, 300A at a 60% duty cycle and 250A at a 80% duty cycle. Refer to Table B.3 for recommended output setting depending on the tungsten electrode size. The Commander can be used without a TIG module or Hi- Freq Unit for scratch start DC TIG welding. Using a K799
ARC GOUGING
Set the output range switch to the General purpose position
PIPE WELDING
When using a sloped range, high open circuit voltage setting provides the softest arc with best resistance to
When a forceful “digging” arc is required, use a higher
COMMANDER 400