SECTION 10 − STANDARD PULSE WELDING PROGRAMS
FOR PHOENIX/INVISION 456 INVERTER
WELDING POWER SOURCES
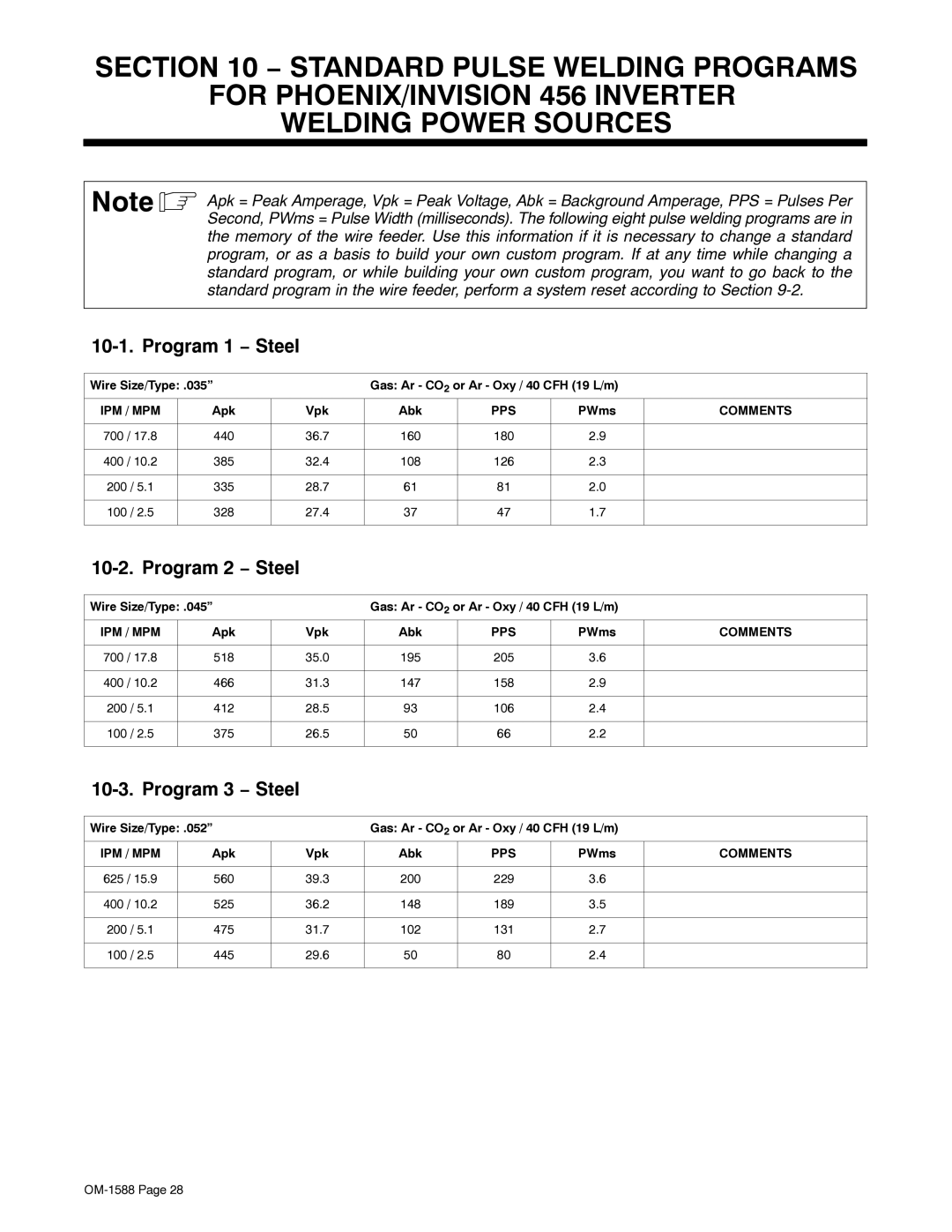
Note | Apk = Peak Amperage, Vpk = Peak Voltage, Abk = Background Amperage, PPS = Pulses Per | ||||||
| Second, PWms = Pulse Width (milliseconds). The following eight pulse welding programs are in | ||||||
| the memory of the wire feeder. Use this information if it is necessary to change a standard | ||||||
| program, or as a basis to build your own custom program. If at any time while changing a | ||||||
| standard program, or while building your own custom program, you want to go back to the | ||||||
| standard program in the wire feeder, perform a system reset according to Section | ||||||
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
Wire Size/Type: .035” |
| Gas: Ar - CO2 or Ar - Oxy / 40 CFH (19 L/m) |
| ||||
IPM / MPM | Apk |
| Vpk | Abk | PPS | PWms | COMMENTS |
|
|
|
|
|
|
|
|
700 / 17.8 | 440 |
| 36.7 | 160 | 180 | 2.9 |
|
|
|
|
|
|
|
|
|
400 / 10.2 | 385 |
| 32.4 | 108 | 126 | 2.3 |
|
|
|
|
|
|
|
|
|
200 / 5.1 | 335 |
| 28.7 | 61 | 81 | 2.0 |
|
|
|
|
|
|
|
|
|
100 / 2.5 | 328 |
| 27.4 | 37 | 47 | 1.7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
| ||||
Wire Size/Type: .045” |
| Gas: Ar - CO2 or Ar - Oxy / 40 CFH (19 L/m) |
| ||||
IPM / MPM | Apk |
| Vpk | Abk | PPS | PWms | COMMENTS |
|
|
|
|
|
|
|
|
700 / 17.8 | 518 |
| 35.0 | 195 | 205 | 3.6 |
|
|
|
|
|
|
|
|
|
400 / 10.2 | 466 |
| 31.3 | 147 | 158 | 2.9 |
|
|
|
|
|
|
|
|
|
200 / 5.1 | 412 |
| 28.5 | 93 | 106 | 2.4 |
|
|
|
|
|
|
|
|
|
100 / 2.5 | 375 |
| 26.5 | 50 | 66 | 2.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
| ||||
Wire Size/Type: .052” |
| Gas: Ar - CO2 or Ar - Oxy / 40 CFH (19 L/m) |
| ||||
IPM / MPM | Apk |
| Vpk | Abk | PPS | PWms | COMMENTS |
|
|
|
|
|
|
|
|
625 / 15.9 | 560 |
| 39.3 | 200 | 229 | 3.6 |
|
|
|
|
|
|
|
|
|
400 / 10.2 | 525 |
| 36.2 | 148 | 189 | 3.5 |
|
|
|
|
|
|
|
|
|
200 / 5.1 | 475 |
| 31.7 | 102 | 131 | 2.7 |
|
|
|
|
|
|
|
|
|
100 / 2.5 | 445 |
| 29.6 | 50 | 80 | 2.4 |
|
|
|
|
|
|
|
|
|