For Machines Mfg. Since 8/09 | P R E P A R A T I O N | Model SB1029 |
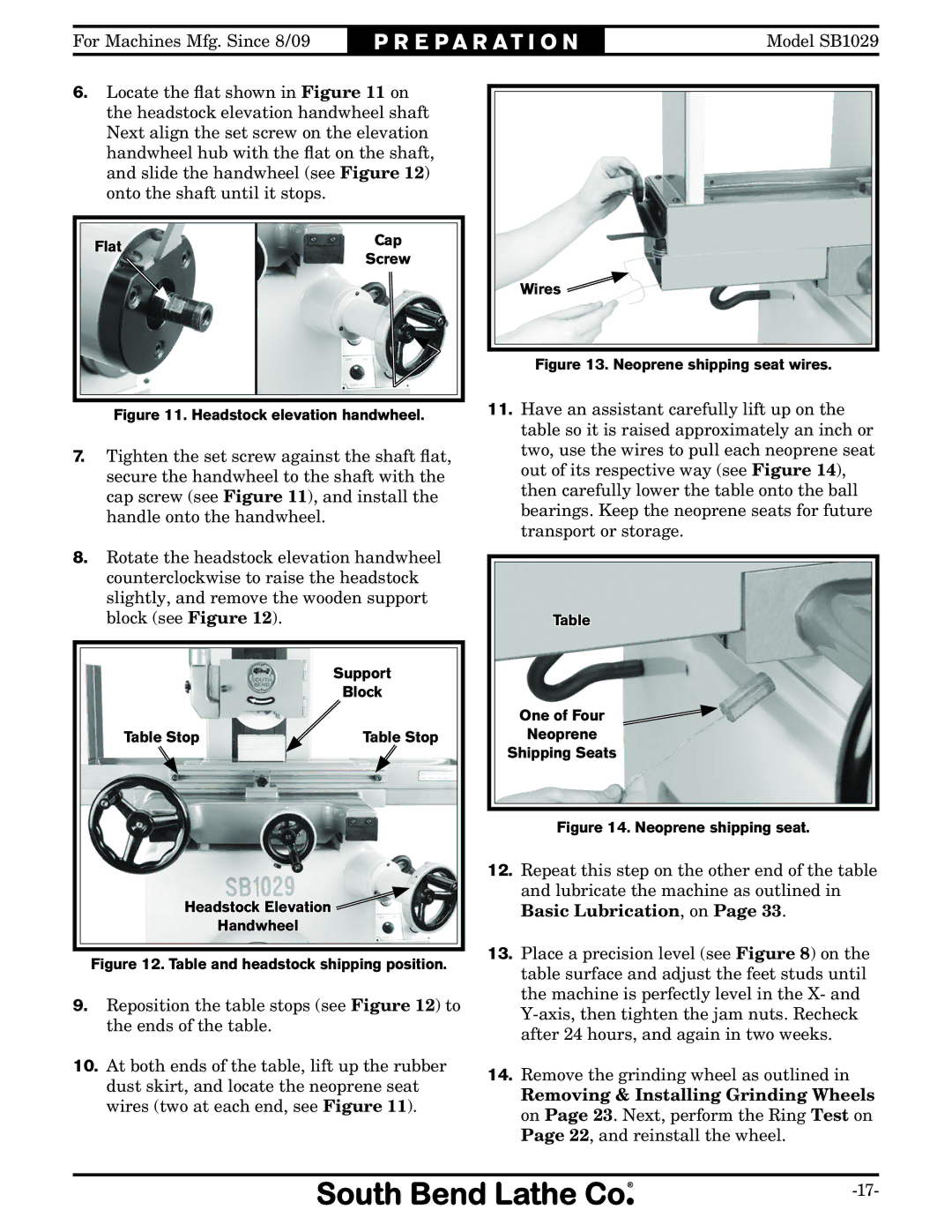
6.Locate the flat shown in Figure 11 on the headstock elevation handwheel shaft Next align the set screw on the elevation handwheel hub with the flat on the shaft, and slide the handwheel (see Figure 12) onto the shaft until it stops.
Flat | Cap | |
Screw | ||
|
Figure 11. Headstock elevation handwheel.
7.Tighten the set screw against the shaft flat, secure the handwheel to the shaft with the cap screw (see Figure 11), and install the handle onto the handwheel.
8.Rotate the headstock elevation handwheel counterclockwise to raise the headstock slightly, and remove the wooden support block (see Figure 12).
Support
Block
Table Stop | Table Stop |
Headstock Elevation ![]()
H![]()
![]() andwheel
andwheel
Figure 12. Table and headstock shipping position.
9.Reposition the table stops (see Figure 12) to the ends of the table.
10.At both ends of the table, lift up the rubber dust skirt, and locate the neoprene seat wires (two at each end, see Figure 11).
Wires ![]()
Figure 13. Neoprene shipping seat wires.
11.Have an assistant carefully lift up on the table so it is raised approximately an inch or two, use the wires to pull each neoprene seat out of its respective way (see Figure 14), then carefully lower the table onto the ball bearings. Keep the neoprene seats for future transport or storage.
Table
One of Four
Neoprene
Shipping Seats
Figure 14. Neoprene shipping seat.
12.Repeat this step on the other end of the table and lubricate the machine as outlined in Basic Lubrication, on Page 33.
13.Place a precision level (see Figure 8) on the table surface and adjust the feet studs until the machine is perfectly level in the X- and
14.Remove the grinding wheel as outlined in
Removing & Installing Grinding Wheels on Page 23. Next, perform the Ring Test on Page 22, and reinstall the wheel.