For Machines Mfg. Since 8/09 | TR O U B L E S H O OTI N G | Model SB1029 |
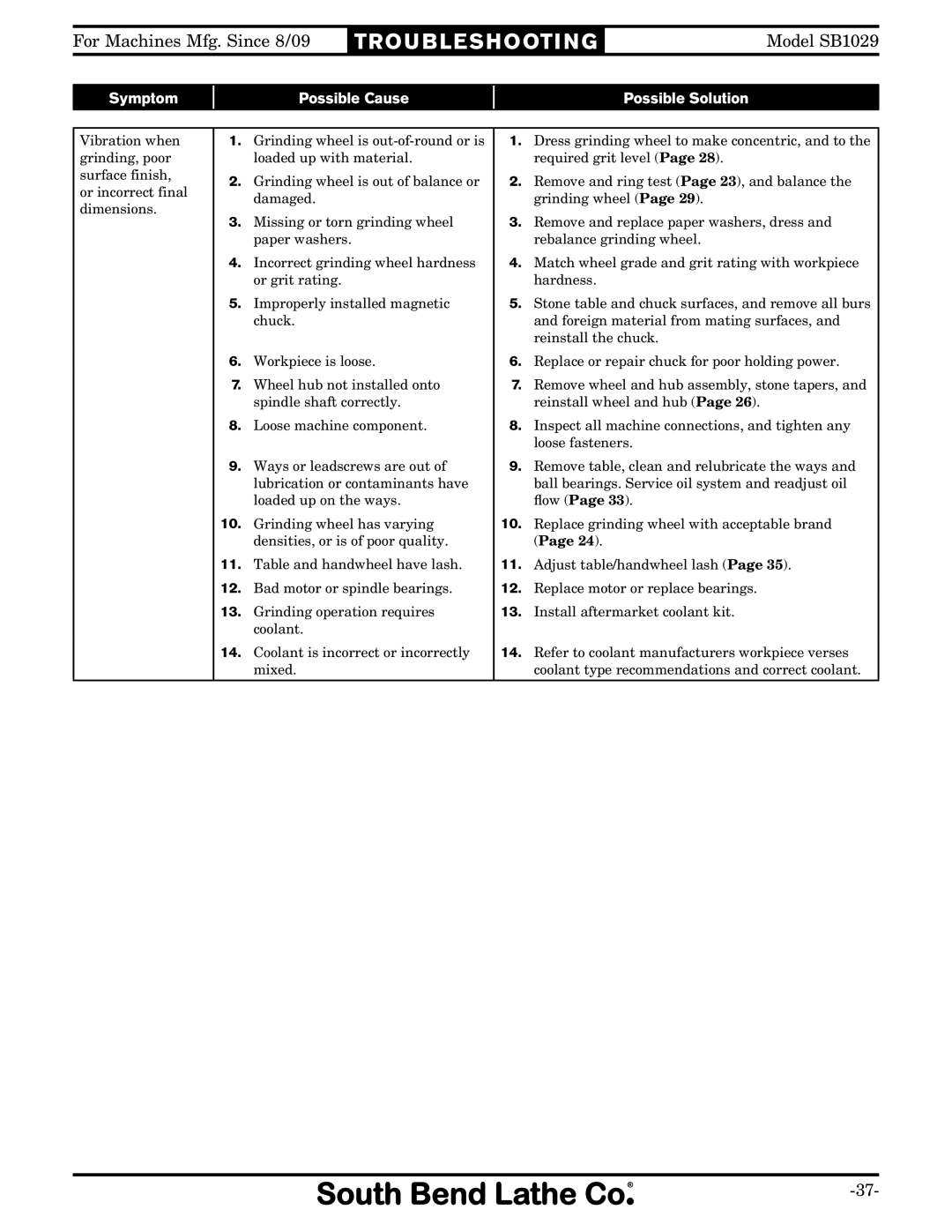
Symptom
Possible Cause
Possible Solution
Vibration when grinding, poor surface finish, or incorrect final dimensions.
1.Grinding wheel is
2.Grinding wheel is out of balance or damaged.
3.Missing or torn grinding wheel paper washers.
4.Incorrect grinding wheel hardness or grit rating.
5.Improperly installed magnetic chuck.
6.Workpiece is loose.
7.Wheel hub not installed onto spindle shaft correctly.
8.Loose machine component.
9.Ways or leadscrews are out of lubrication or contaminants have loaded up on the ways.
10.Grinding wheel has varying densities, or is of poor quality.
11.Table and handwheel have lash.
12.Bad motor or spindle bearings.
13.Grinding operation requires coolant.
14.Coolant is incorrect or incorrectly mixed.
1.Dress grinding wheel to make concentric, and to the required grit level (Page 28).
2.Remove and ring test (Page 23), and balance the grinding wheel (Page 29).
3.Remove and replace paper washers, dress and rebalance grinding wheel.
4.Match wheel grade and grit rating with workpiece hardness.
5.Stone table and chuck surfaces, and remove all burs and foreign material from mating surfaces, and reinstall the chuck.
6.Replace or repair chuck for poor holding power.
7.Remove wheel and hub assembly, stone tapers, and reinstall wheel and hub (Page 26).
8.Inspect all machine connections, and tighten any loose fasteners.
9.Remove table, clean and relubricate the ways and ball bearings. Service oil system and readjust oil flow (Page 33).
10.Replace grinding wheel with acceptable brand (Page 24).
11.Adjust table/handwheel lash (Page 35).
12.Replace motor or replace bearings.
13.Install aftermarket coolant kit.
14.Refer to coolant manufacturers workpiece verses coolant type recommendations and correct coolant.