EVS Toolroom Lathe w/DRO
Updates
Customer Service
Scope of Manual
Manual Feedback
Table of Contents
Warranty
Features
About This Machine
Foreword
Capabilities
General Identification
General identification Model SB1060PF shown
Headstock Controls
Master Power Switch
Controls Components
Control Panel
Carriage Controls
Adjustable carriage clutch knob
Tailstock Controls
Foot Brake
Foot brake and spindle ON/OFF lever
Product Specifications
Model SB1059F, SB1060PF, SB1061PF EVS Toolroom Lathe w/DRO
Main Motor
Tailstock Information
Construction
Model SB1042PF, SB1043PF, SB1045PF EVS Toolroom Lathe w/DRO
Model Number SB1042PF SB1043PF SB1045PF
Main Motor
Headstock Information
Construction
Basic Machine Safety
Understanding Risks of Machinery
F E T Y
Additional Metal Lathe Safety
Additional Chuck Safety
Typical preparation process is as follows
Preparation Overview
Things Youll Need
Power Supply Requirements
Availability
Full-Load Current Rating
Circuit Requirements
Grounding Requirements
440V Operation
Installed & Not Shown Qty
Unpacking
Inventory
Main Inventory 1 Figure Qty
Basic steps for removing rust preventative
Cleaning & Protecting
Before cleaning, gather the following
Location
Lifting & Moving
To lift and move the lathe
Leveling & Mounting
Leveling
Bolting to Concrete Floors
Assembly
Lubricating Lathe
Power Connection
Adding Coolant
Connecting Power
Supply
Test Run
To test run your machine
Engaged
E P a R a T I O N
Recommended Adjustments
Factory adjustments that should be verified
Spindle Break-In
To perform the spindle break-in
Operation Overview
Installation & Removal Devices
Chuck & Faceplate Mounting
Chuck Installation
To install the chuck
To remove the chuck
Chuck Removal
Registration Marks
Mounting Workpiece
Scroll Chuck Clamping
Jaw Chuck
Faceplate
Jaw tightening sequence
Using Quill
Tailstock
Positioning Tailstock
To mount a non-concentric workpiece to the faceplate
Installing Tooling
To install tooling in the tailstock
Offsetting Tailstock
Removing Tooling
To offset the tailstock
Tools Needed Qty
To align the tailstock to the spindle centerline
Aligning Tailstock to Spindle Centerline
Items Needed Qty
Centers
Dead Centers
Live Centers
Mounting Dead Center in Spindle
Removing Center from Spindle
Mounting Center in Tailstock
Removing Center from Tailstock
Mounting Workpiece Between Centers
To install and use the steady rest
Steady Rest
Follow Rest
Compound Rest
Tool Needed Qty
To set the compound rest at a certain angle
Installing Tool
To install a tool in the tool post
Four-Way Tool Post
Aligning Cutting Tool with Spindle Centerline
Micrometer Stop
To align the cutting tool with the tailstock center
Top View To set the micrometer stop
Side View
Manual Feed
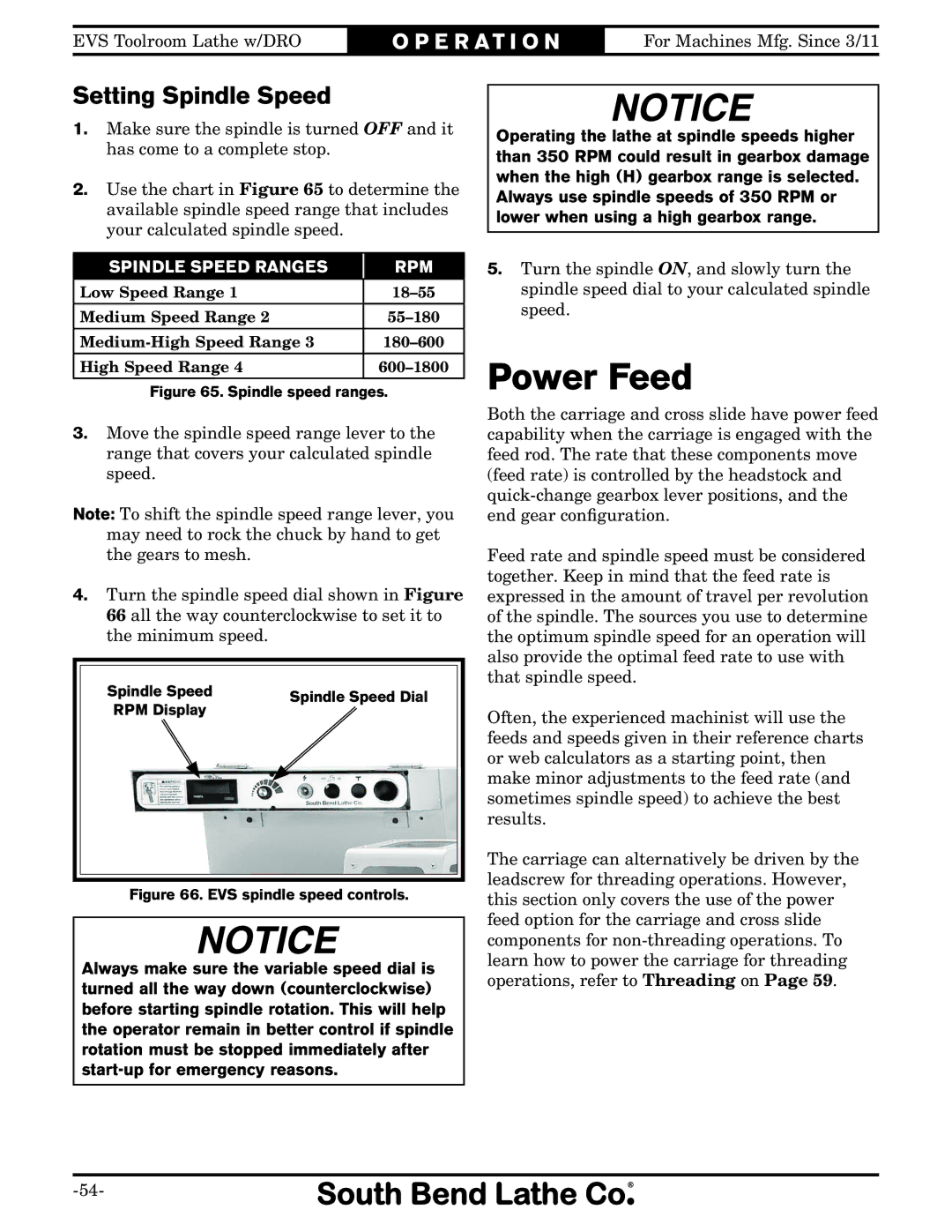
Spindle Speed
Power Feed
Setting Spindle Speed
Power Feed Controls
Gearbox range lever
Apron feed selection and direction knobs
Setting Power Feed Rate
Example Power Feed Rate of 0.0025/rev
End Gears
Standard End Gear Configuration
Alternate End Gear Configuration
Configuring End Gears
Example Metric Thread Pitch of 2.5mm
Threading Controls
Headstock & Gearbox Threading Controls
Apron Controls
Engaged
TPI Divisible By
Thread Dial Chart
Thread Dial
Even TPI Not Divisible By
Odd Numbered TPI
⁄2 Fractional TPI
⁄4 or 3⁄4 Fractional TPI
Chip Drawer
Coolant System
Rod Support
To use the coolant system on your lathe
Accessories
SB1279-10 Pc. Precision 5-C Collet Set
SB1272-Collect Attachment
SB1271-Taper Attachment
Maintenance Schedule
South Bend Lathe Co. Lathe Monthly Maintenance Chart
Headstock
Oil Pressure Safety Switch
Lubrication
Items Needed Qty
Checking & Adding Oil
Changing Headstock Oil
To to change the headstock oil
Draining headstock oil
Quick-Change Gearbox
Apron
Draining Oil
Checking Oil Level
One-Shot Oiler
Draining Oil & Flushing Reservoir
Longitudinal Leadscrew
Ball Oilers
Lubricating
End Gears
Handling & Care
Coolant System Service
Hazards
To change the coolant
Adding Fluid
Changing Coolant
Machine Storage
To prepare the lathe for storage
Cross Slide
Backlash Adjustment
Compound Rest
To remove leadscrew end play
Leadscrew End Play Adjustment
Gib Adjustment
Front saddle gib adjustment screw Carriage Lock Clamp
Half Nut Adjustment
To adjust the V-belts
To adjust the half nut
Belts
To replace the brake shoes
Brake Service
Needed Qty
Brake switch
Leadscrew Shear Pin Replacement
To replace the shear pin
Shear pin access
Gap Insert Removal & Installation
Gap Removal
Gap Installation
TR O U B L E S H O OTI N G
TR O U B L E S H O OTI N G
TR O U B L E S H O OTI N G
Electrical Safety Instructions
Wiring Diagram Color KEY
Correcting Phase Polarity
To correct wiring that is out of phase
Wiring Overview
ON/OFF
Component Location Index
Component location index
Electrical Box Wiring
Page100
To Incoming Power
Electrical Box
Electrical box
Motor
Spindle Motor
Oil Pump Motor & Pressure Sensor
Coolant Pump Wiring
Spindle ON/OFF Switch
Control Panel Wiring
Disconnect
Additional Component Wiring
Pontnet
Headstock Housing
Headstock Housing Parts List
Description
Headstock Gears
122
105
Headstock Gears Parts List
Pipe Plug 1/2 NPT
Gearbox
Gearbox
Gearbox Parts List
Description
110
Apron
112
Apron Parts List
114
Tool Post & Compound Rest
720 723 724 719 726 716
Saddle & Cross Slide
825
117
Saddle & Cross Slide Parts List
118
Bed & Shafts
Bed & Shafts Parts List
BED GAP Piece SB1059F
End Gears SB1042PF, SB1043PF, SB1045PF
1016 1002 1001 1007 1006
End Gears SB1059F, SB1060PF, SB1061PF
Motor & Headstock Oil System
Motor & Headstock Oil System Parts List
PVA75
Stand & Panels SB1042PF-43PF, SB1059F-61PF
Stand & Panels Parts List SB1042PF-43PF, SB1059F-61PF
PW03M Flat Washer 6MM
Stand & Panels SB1045PF
Stand & Panels Parts List SB1045PF
Upper Catch Tray
1312
Steady Rest Follow Rest
Micrometer Stop Thread Dial
1558 1550 1551 1552 1554 1553 1555 1556 1559 1560
Brake
Electrical Cabinet & Control Panel
Control Panel Viewed from Behind
1802
Front Machine Labels
1910
Rear Machine Labels
Warranty
Southbendlathe.com