Thrust Bearing Adjustment
1.Loosen axial setscrews in face of end cap on the thrust bearing assembly. If rotor shaft cannot be turned by hand, back off the thrust bearing assembly until there is a noticeable drag of the shaft. Note mechanical seal will provide some drag and this is a normal condition. The thrust bearing assembly must be turned in until it can just be turned over by hand. This ensures the rotor is against the head and a zero end clearance condition exists.
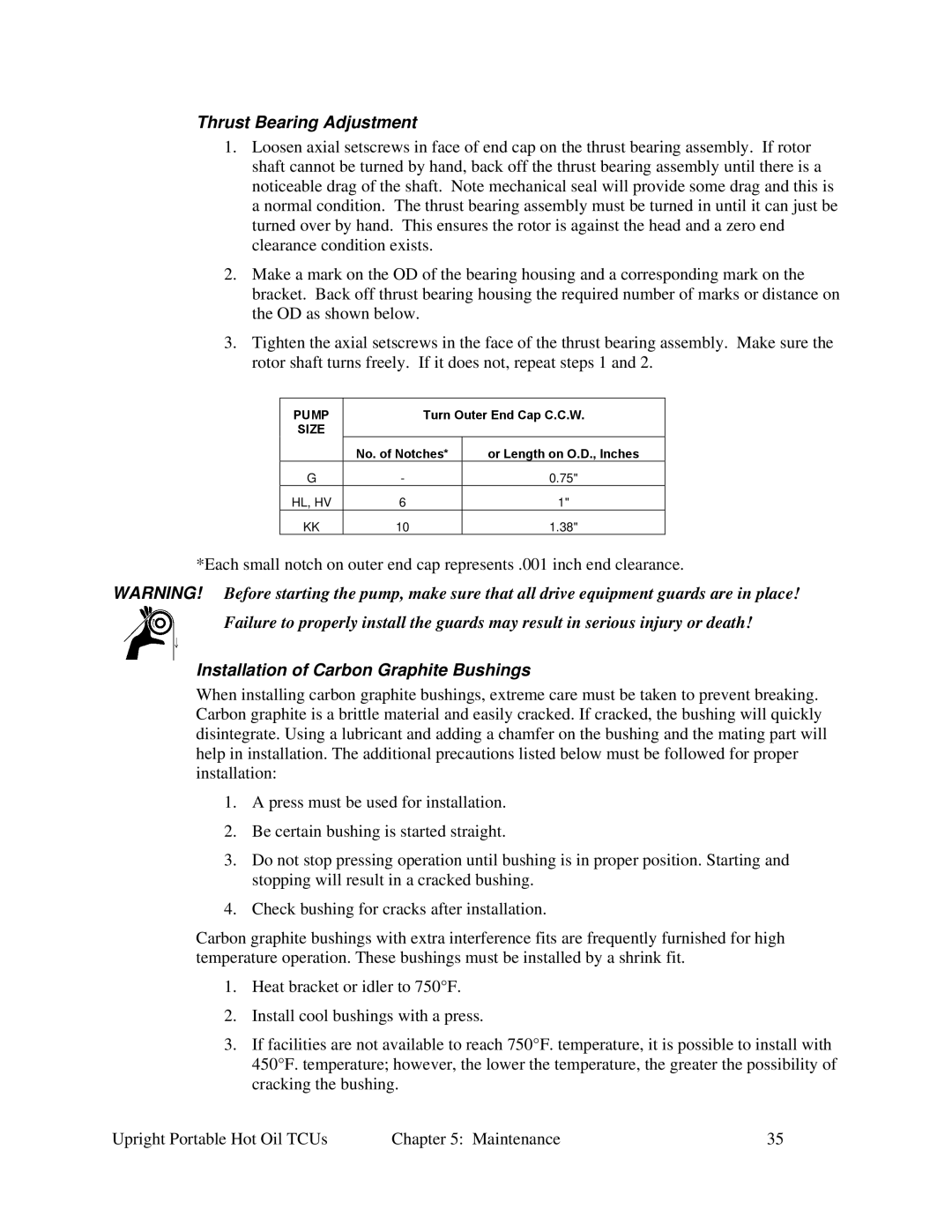
2.Make a mark on the OD of the bearing housing and a corresponding mark on the bracket. Back off thrust bearing housing the required number of marks or distance on the OD as shown below.
3.Tighten the axial setscrews in the face of the thrust bearing assembly. Make sure the rotor shaft turns freely. If it does not, repeat steps 1 and 2.
PUMP | Turn Outer End Cap C.C.W. | |
SIZE |
|
|
| No. of Notches* | or Length on O.D., Inches |
G | - | 0.75" |
HL, HV | 6 | 1" |
KK | 10 | 1.38" |
*Each small notch on outer end cap represents .001 inch end clearance.
WARNING! Before starting the pump, make sure that all drive equipment guards are in place! Failure to properly install the guards may result in serious injury or death!
Installation of Carbon Graphite Bushings
When installing carbon graphite bushings, extreme care must be taken to prevent breaking. Carbon graphite is a brittle material and easily cracked. If cracked, the bushing will quickly disintegrate. Using a lubricant and adding a chamfer on the bushing and the mating part will help in installation. The additional precautions listed below must be followed for proper installation:
1.A press must be used for installation.
2.Be certain bushing is started straight.
3.Do not stop pressing operation until bushing is in proper position. Starting and stopping will result in a cracked bushing.
4.Check bushing for cracks after installation.
Carbon graphite bushings with extra interference fits are frequently furnished for high temperature operation. These bushings must be installed by a shrink fit.
1.Heat bracket or idler to 750°F.
2.Install cool bushings with a press.
3.If facilities are not available to reach 750°F. temperature, it is possible to install with 450°F. temperature; however, the lower the temperature, the greater the possibility of cracking the bushing.
Upright Portable Hot Oil TCUs | Chapter 5: Maintenance | 35 |