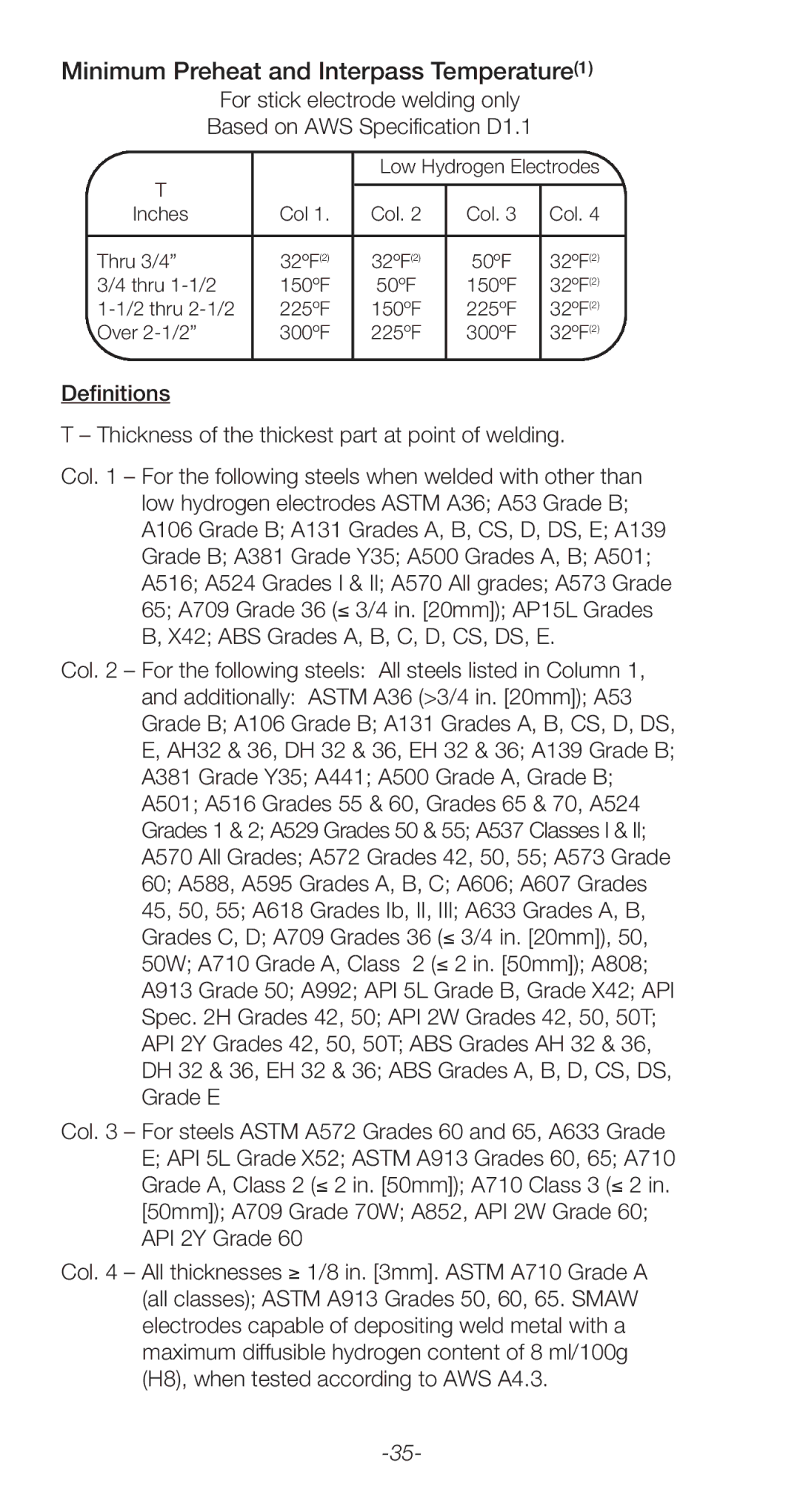
Minimum Preheat and Interpass Temperature(1)
For stick electrode welding only
Based on AWS Specification D1.1
|
| Low Hydrogen Electrodes | |||
T |
|
|
|
|
|
|
|
|
|
| |
Inches | Col 1. | Col. 2 | Col. 3 | Col. 4 | |
|
|
|
|
|
|
Thru 3/4” | 32ºF(2) | 32ºF(2) | 50ºF | 32ºF(2) | |
3/4 thru | 150ºF | 50ºF | 150ºF | 32ºF(2) | |
225ºF | 150ºF | 225ºF | 32ºF(2) | ||
Over | 300ºF | 225ºF | 300ºF | 32ºF(2) | |
|
|
|
|
|
|
Definitions
T – Thickness of the thickest part at point of welding.
Col. 1 – For the following steels when welded with other than low hydrogen electrodes ASTM A36; A53 Grade B; A106 Grade B; A131 Grades A, B, CS, D, DS, E; A139 Grade B; A381 Grade Y35; A500 Grades A, B; A501; A516; A524 Grades I & II; A570 All grades; A573 Grade 65; A709 Grade 36 (≤ 3/4 in. [20mm]); AP15L Grades B, X42; ABS Grades A, B, C, D, CS, DS, E.
Col. 2 – For the following steels: All steels listed in Column 1, and additionally: ASTM A36 (>3/4 in. [20mm]); A53 Grade B; A106 Grade B; A131 Grades A, B, CS, D, DS, E, AH32 & 36, DH 32 & 36, EH 32 & 36; A139 Grade B; A381 Grade Y35; A441; A500 Grade A, Grade B; A501; A516 Grades 55 & 60, Grades 65 & 70, A524 Grades 1 & 2; A529 Grades 50 & 55; A537 Classes I & II; A570 All Grades; A572 Grades 42, 50, 55; A573 Grade 60; A588, A595 Grades A, B, C; A606; A607 Grades 45, 50, 55; A618 Grades Ib, II, III; A633 Grades A, B, Grades C, D; A709 Grades 36 (≤ 3/4 in. [20mm]), 50, 50W; A710 Grade A, Class 2 (≤ 2 in. [50mm]); A808; A913 Grade 50; A992; API 5L Grade B, Grade X42; API Spec. 2H Grades 42, 50; API 2W Grades 42, 50, 50T; API 2Y Grades 42, 50, 50T; ABS Grades AH 32 & 36, DH 32 & 36, EH 32 & 36; ABS Grades A, B, D, CS, DS, Grade E
Col. 3 – For steels ASTM A572 Grades 60 and 65, A633 Grade E; API 5L Grade X52; ASTM A913 Grades 60, 65; A710 Grade A, Class 2 (≤ 2 in. [50mm]); A710 Class 3 (≤ 2 in. [50mm]); A709 Grade 70W; A852, API 2W Grade 60; API 2Y Grade 60
Col. 4 – All thicknesses ≥ 1/8 in. [3mm]. ASTM A710 Grade A (all classes); ASTM A913 Grades 50, 60, 65. SMAW electrodes capable of depositing weld metal with a maximum diffusible hydrogen content of 8 ml/100g (H8), when tested according to AWS A4.3.