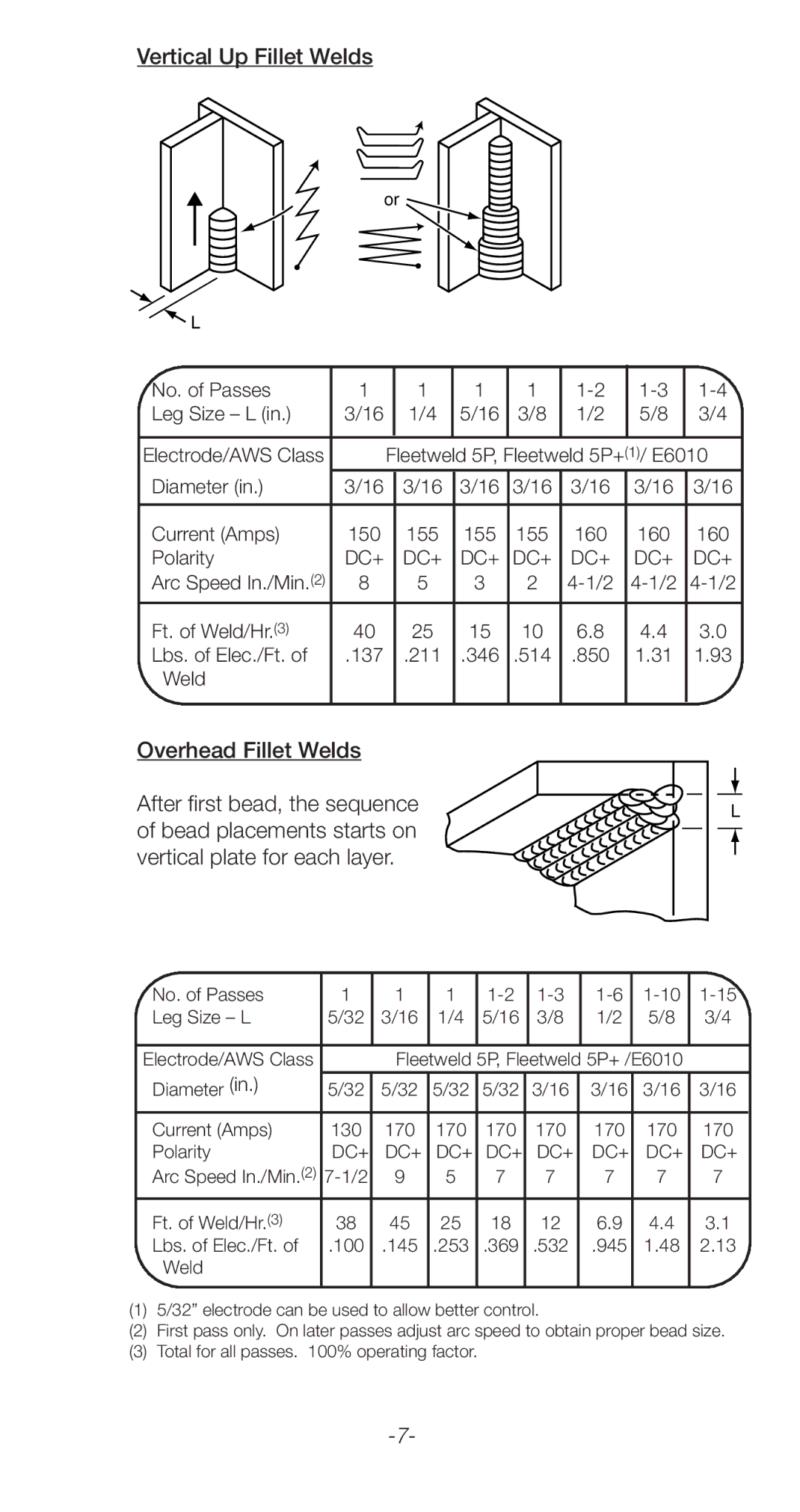
Vertical Up Fillet Welds
|
| or |
|
|
|
|
|
L |
|
|
|
|
|
|
|
No. of Passes | 1 | 1 | 1 | 1 | |||
Leg Size – L (in.) | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 |
Electrode/AWS Class |
| Fleetweld 5P, Fleetweld 5P+(1)/ E6010 | |||||
Diameter (in.) | 3/16 | 3/16 | 3/16 | 3/16 | 3/16 | 3/16 | 3/16 |
Current (Amps) | 150 | 155 | 155 | 155 | 160 | 160 | 160 |
Polarity | DC+ | DC+ | DC+ | DC+ | DC+ | DC+ | DC+ |
Arc Speed In./Min.(2) | 8 | 5 | 3 | 2 | |||
Ft. of Weld/Hr.(3) | 40 | 25 | 15 | 10 | 6.8 | 4.4 | 3.0 |
Lbs. of Elec./Ft. of | .137 | .211 | .346 | .514 | .850 | 1.31 | 1.93 |
Weld |
|
|
|
|
|
|
|
Overhead Fillet Welds |
|
|
|
|
|
| |
After first bead, the sequence |
|
|
|
| L | ||
of bead placements starts on |
|
|
|
| |||
|
|
|
|
| |||
vertical plate for each layer. |
|
|
|
|
| ||
No. of Passes | 1 | 1 | 1 | |||||
Leg Size – L | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 |
|
|
|
|
|
|
|
|
|
Electrode/AWS Class |
| Fleetweld 5P, Fleetweld 5P+ /E6010 |
| |||||
Diameter (in.) | 5/32 | 5/32 | 5/32 | 5/32 | 3/16 | 3/16 | 3/16 | 3/16 |
Current (Amps) | 130 | 170 | 170 | 170 | 170 | 170 | 170 | 170 |
Polarity | DC+ | DC+ | DC+ | DC+ | DC+ | DC+ | DC+ | DC+ |
Arc Speed In./Min.(2) | 9 | 5 | 7 | 7 | 7 | 7 | 7 | |
Ft. of Weld/Hr.(3) | 38 | 45 | 25 | 18 | 12 | 6.9 | 4.4 | 3.1 |
Lbs. of Elec./Ft. of | .100 | .145 | .253 | .369 | .532 | .945 | 1.48 | 2.13 |
Weld |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(1)5/32” electrode can be used to allow better control.
(2)First pass only. On later passes adjust arc speed to obtain proper bead size.
(3)Total for all passes. 100% operating factor.